
*** This thread will look pretty familiar to a lot of you as I just copied the original text and pasted new links to the pictures in it as it appears the ones in the original thread were lost when the forum was changed. I would have just added them back to the original thread but I do not have the rights to be able to do that ***
Originally posted Nov 1, 2018
Originally, I was going to wait until this project was complete (and confirmed successful) before creating this thread, but then I figured it would not give as much of an opportunity for people to comment or ask questions along the way.
I have had my 07 S6 for about three years now and have thoroughly enjoyed driving it for most of that time. Currently there is about 250,000 km (155,000 miles) on the vehicle.
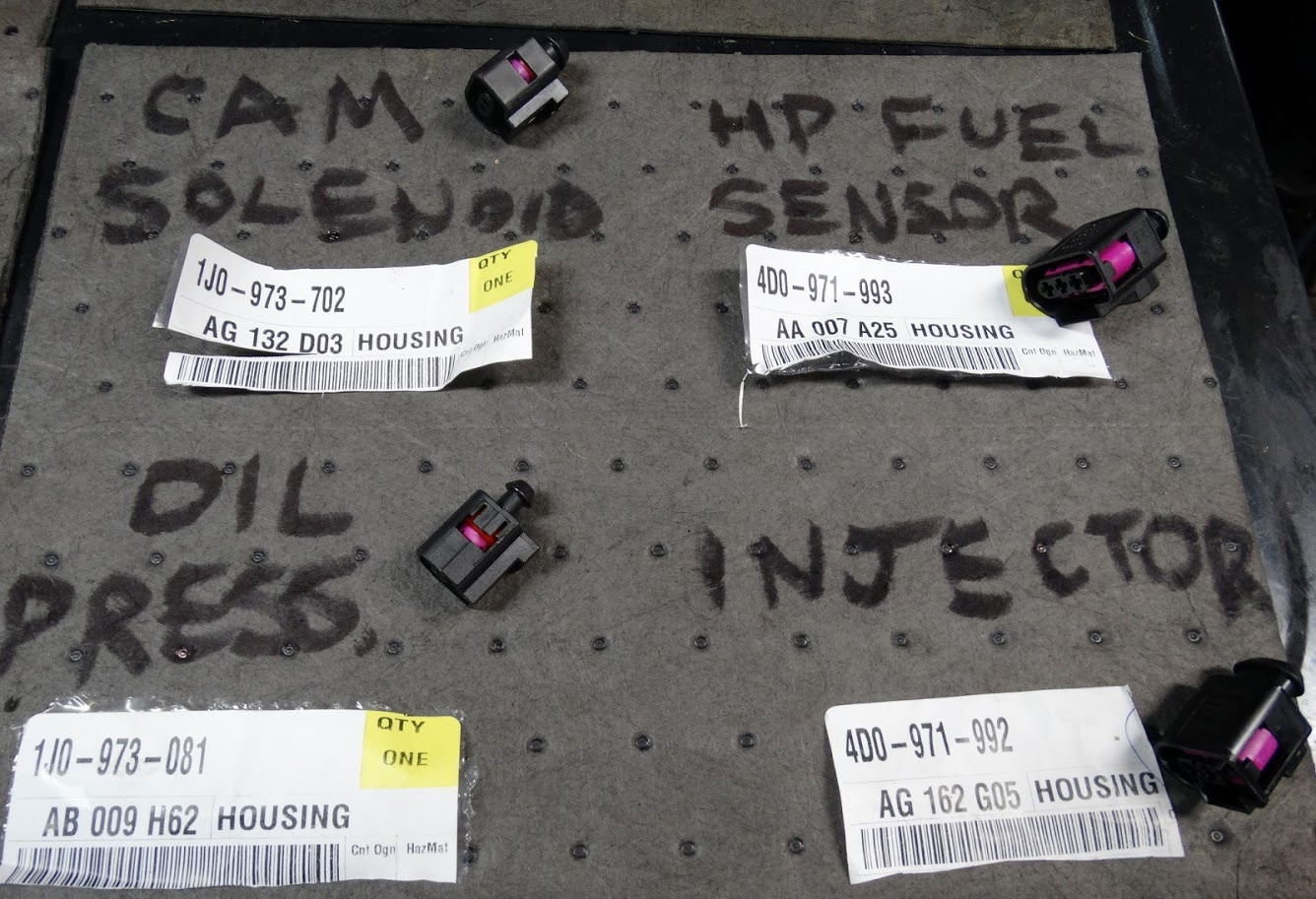
I had my share of the typical v10 issues (oil leaks, intake flap failures, broken electrical connectors and injector related misfires) and addressed them all accordingly. As far as mods go, I have the JHM: tune, cat-back exhaust, intake spacers and LW crank pulley.
I installed a lift in my garage this past summer with the intent of dropping the drivetrain next spring for the purpose of installing headers and resolving the oil leaks that cannot be addressed with the engine in the vehicle.
It was then decided that the engine drop plan needed to be fast tracked when I discovered what looked like “chocolate milkshake” residue under my oil filler cap one day a couple of months ago. The results of a sample sent to Blackstone confirmed my suspicion that there was coolant getting into the oil.
Once the oil results came back, I performed compression and leak down testing to give me an idea of the general health of the engine and if there was evidence of a head gasket failure.
Below is a summary of the numbers I obtained. The compression was quite reasonable across all cylinders. The numbers were still climbing when I stopped cranking but I wanted to limit it to six compression cycles on each cylinder for consistency. The leakdown numbers were ok with a couple of cylinders posting notably higher leakage rates than the others. At no point did I hear air coming out the intake, exhaust or adjacent cylinders so I was confident at this point that the leakage was mainly blowby past the rings into the crankcase. I will redo the leak-down test before I re-install the engine back in the car.
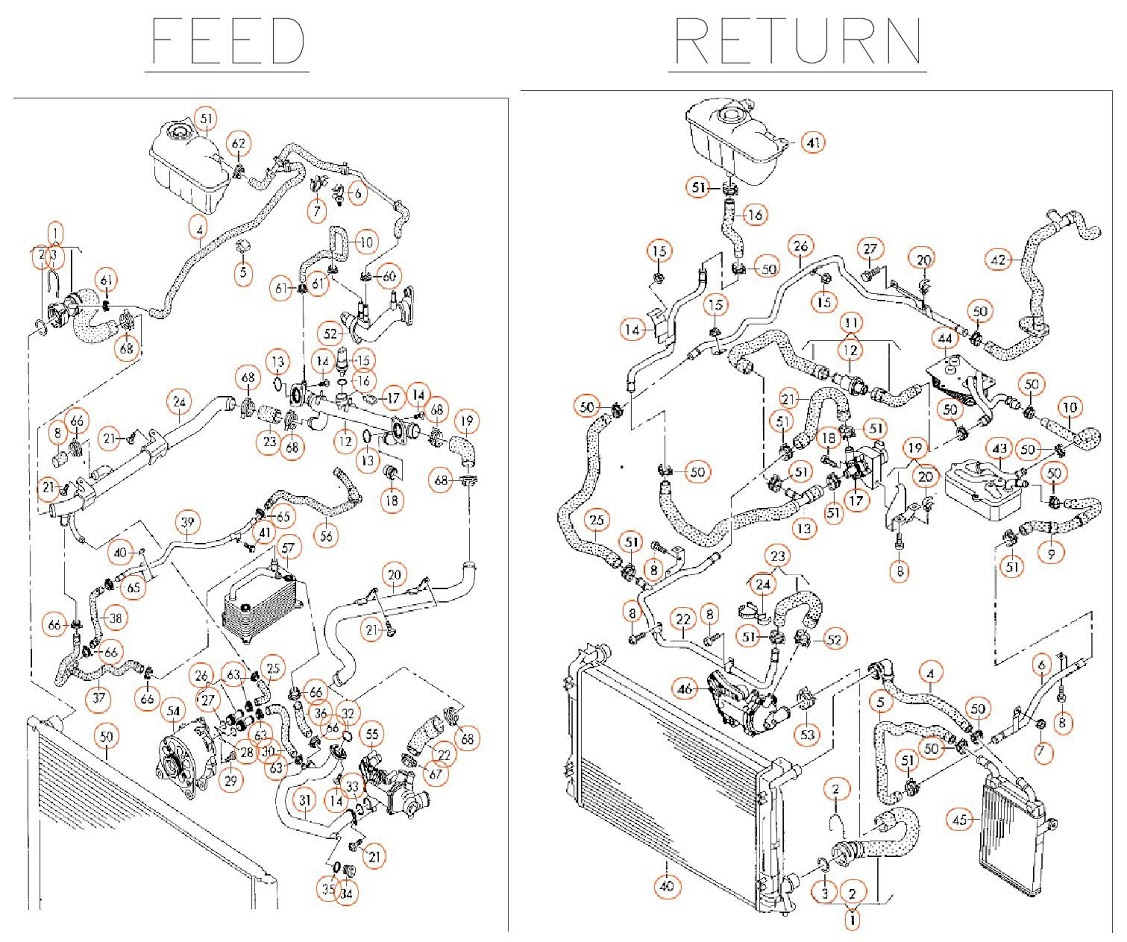
Other than the head gasket, the only other potential oil/coolant mixing points I could think of were the oil cooler and the internal coolant pipes that run from the cam timing covers into the ends of the cylinder heads.
At this point, I figured I would just pull the cam timing covers off and change the o-rings; then pull and pressure test the oil cooler and replace if necessary.
I am doing this work in a two-car residential garage. It was obvious that with all of the tool and storage cabinets already in there, I would not have enough room to do any work on the dropped engine with the car in there as well. I needed a way of rolling the dropped engine/tranny combo out from under the car and then a method of rolling the car out of the garage without the subframe attached.
I ended up modifying a motorcycle lift by adding a sheet of plywood to stiffen up the deck and a set of four 6” casters that would contact the ground once the lift was fully lowered.
Here is a shot of the lift before the casters were added. It will make a good variable height work platform for the garage when this project is done. I would sell it but I very much doubt that this will be the last engine drop I ever do.

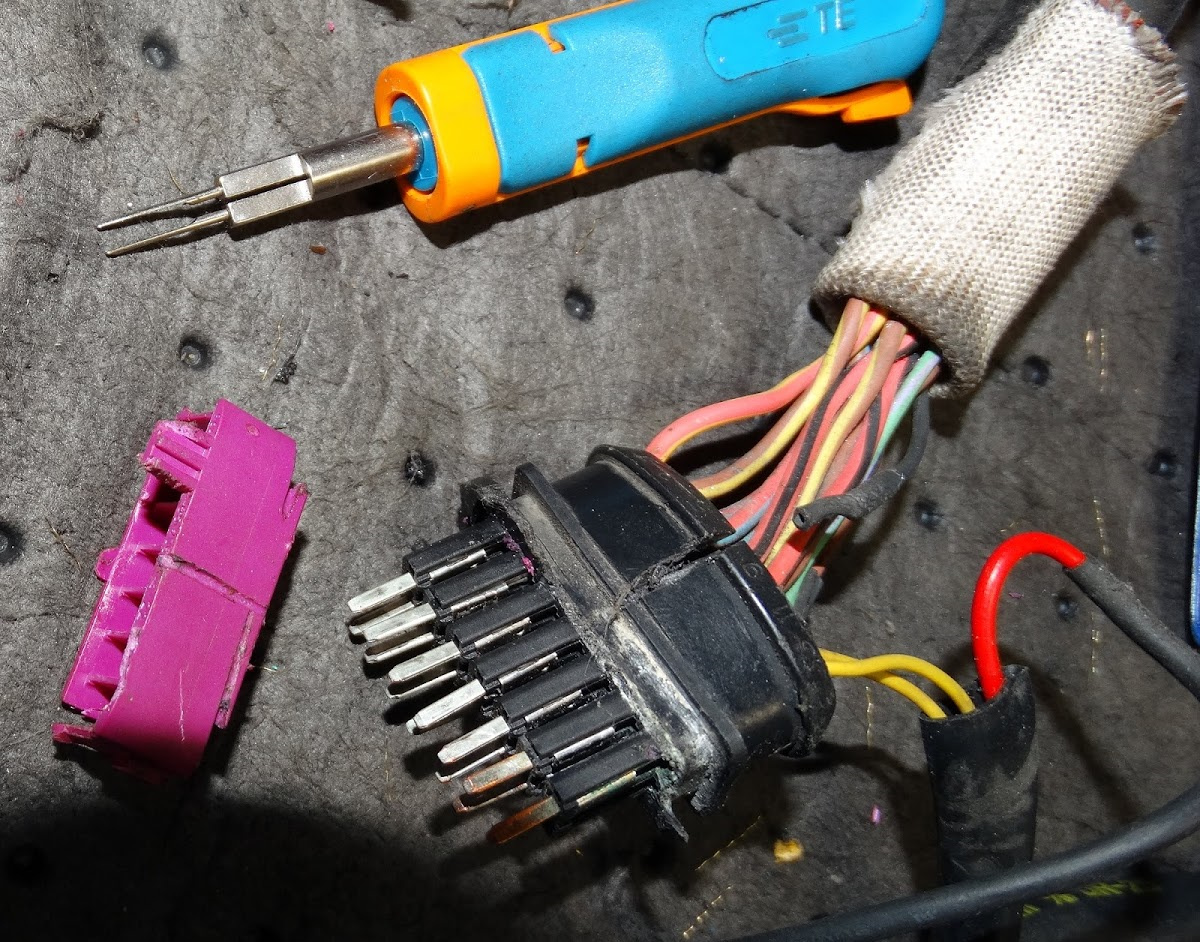
The mechanical part of the drop was very straightforward. I went pretty well by what is presented in the Bentley manual. I found removing all the electrical from under the cowling more cumbersome as you have to be very careful not to pull too hard on any of the wires as some of the connectors are getting quite fragile in their old age. When you are lowering the engine (or raising the car), the ecus and all of the other electrical has to be piled on top of the engine. In my case, I really had to watch the height as I can only lift the car so high in my garage and I still had to be able to roll the lowered drivetrain out from under it. It cleared by about 2”.
Here is a shot of the dropped engine being rolled out from under the car. You will notice that I have a winch line on it to keep it from getting away on me due to the slope in the floor of my garage.

To get the car out of the garage, I lowered the front end onto a dolly I made and pushed it out using a winch to stop it from getting away on me due to the slope of the driveway. I will also need it to pull the vehicle back in for the re-install.
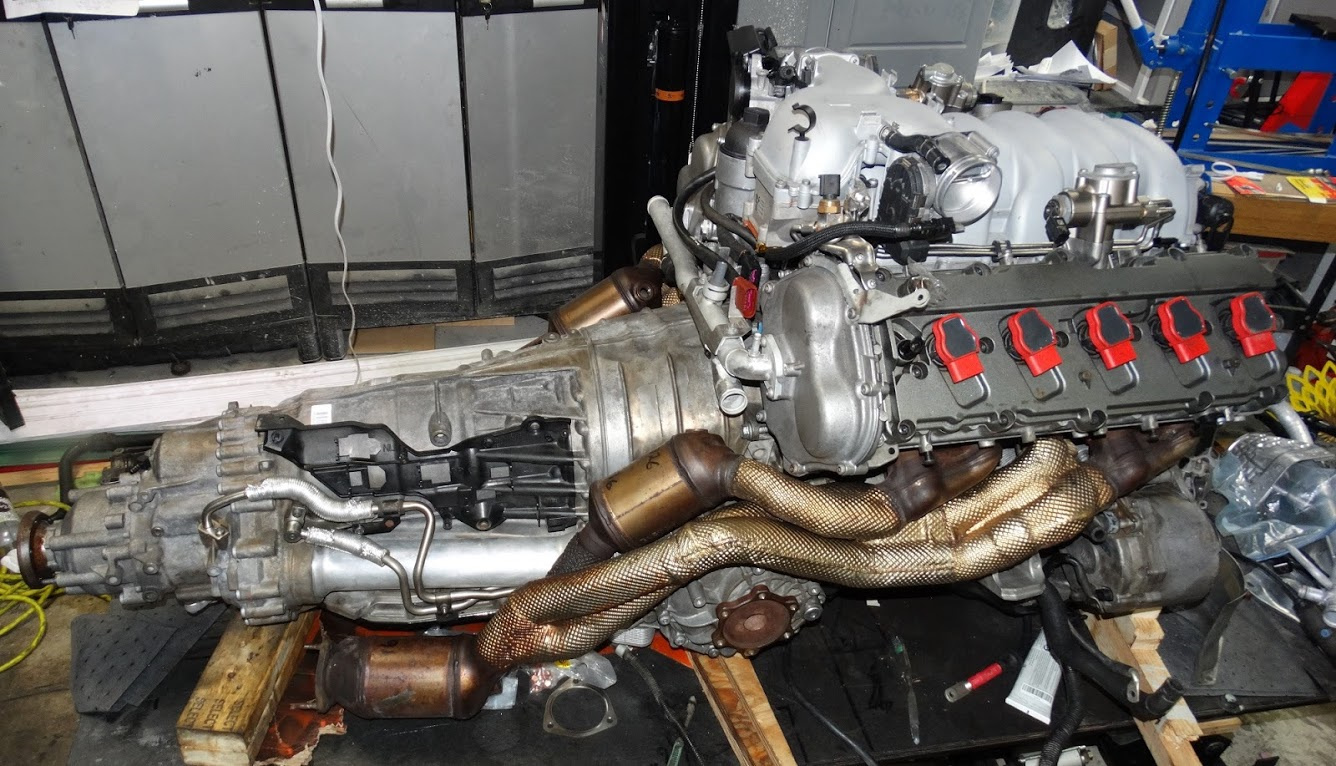
Here is a shot of the dropped powertrain on the lift. You can see the front end of the car on the dolly in the background.

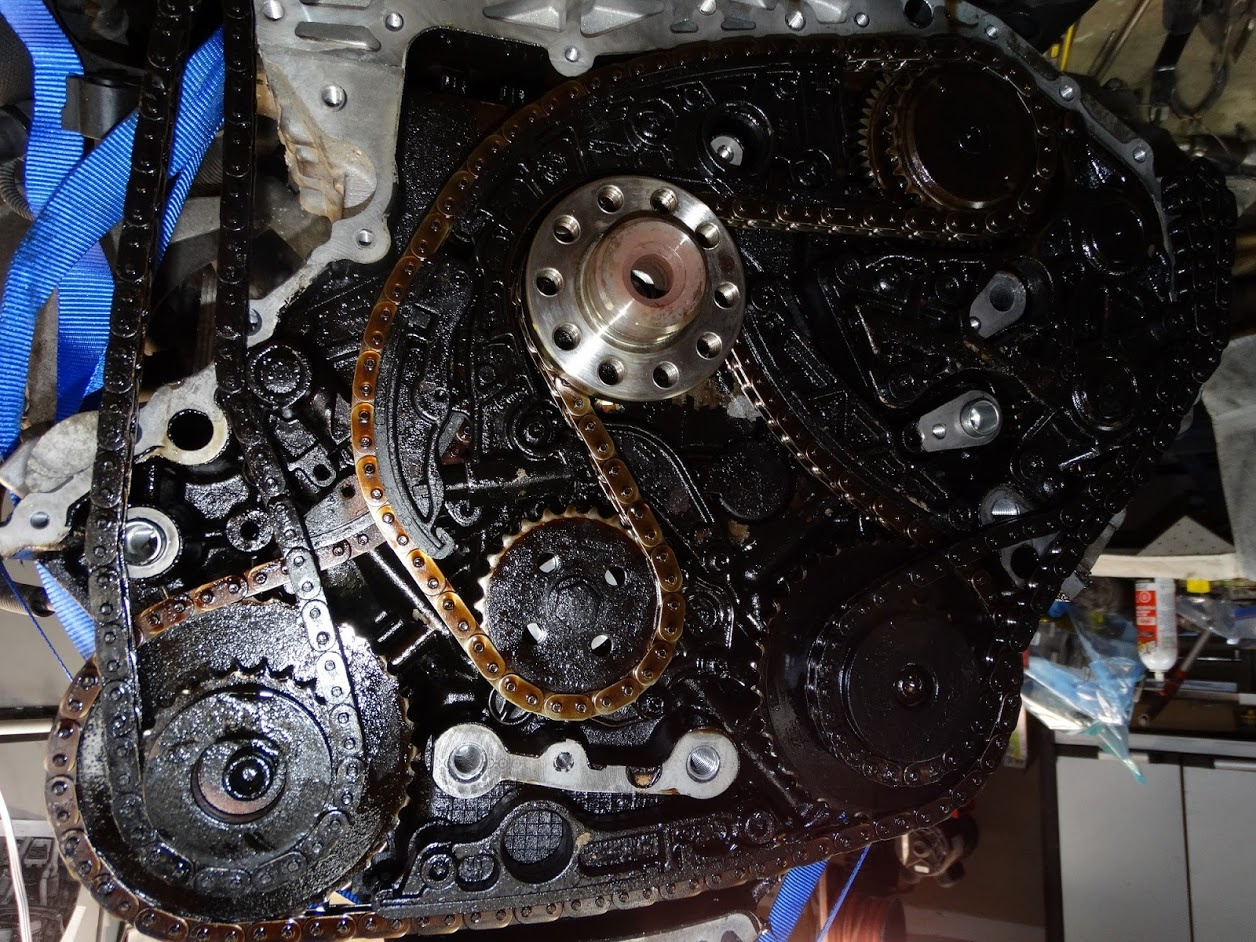
Another one taken from the rear. One of the many pics that I took during the disassembly process.

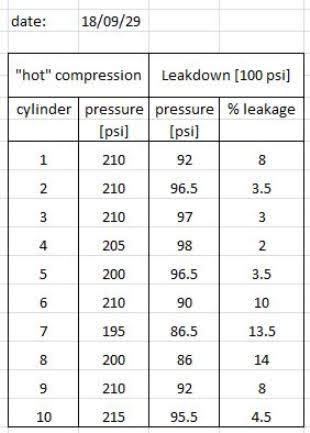
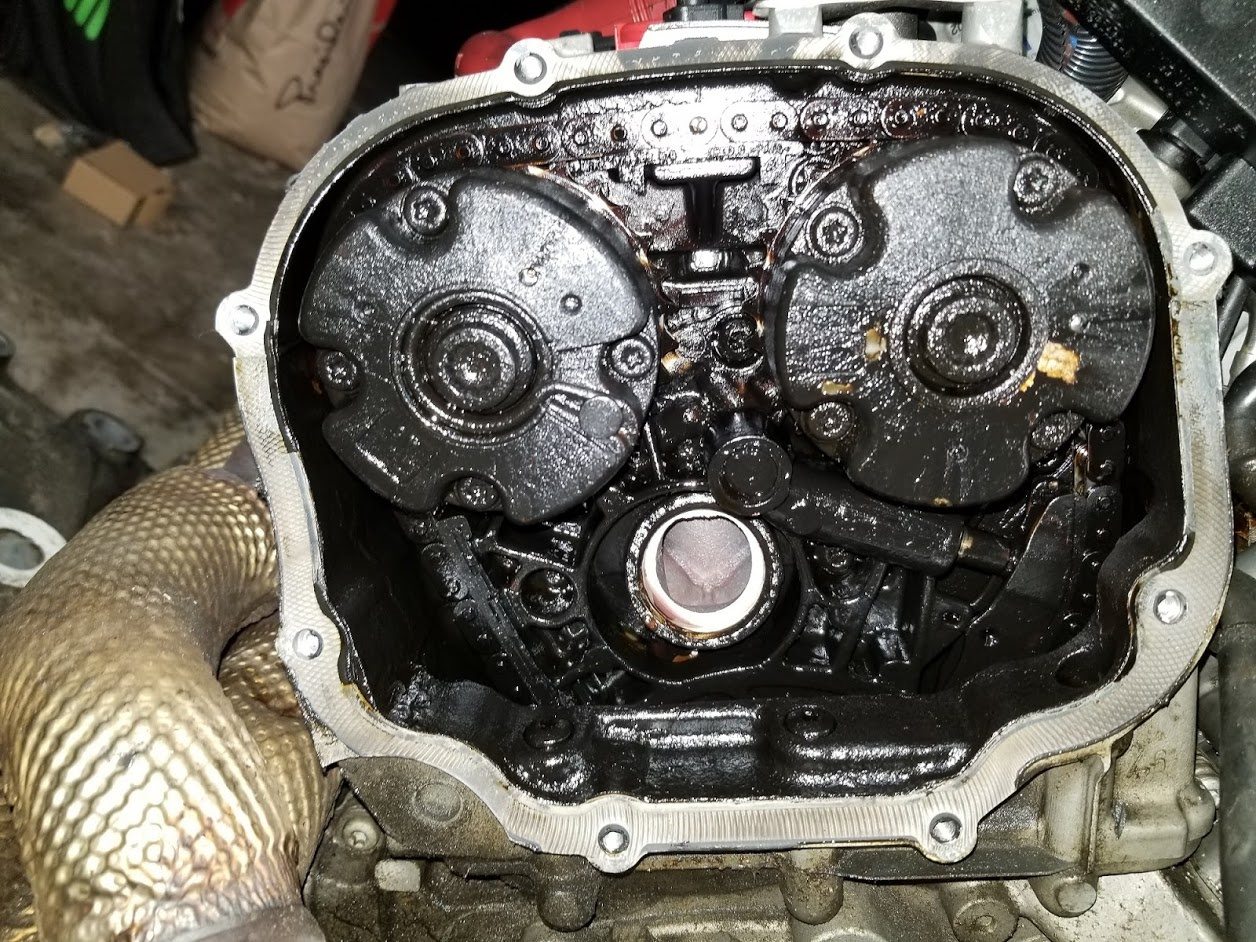
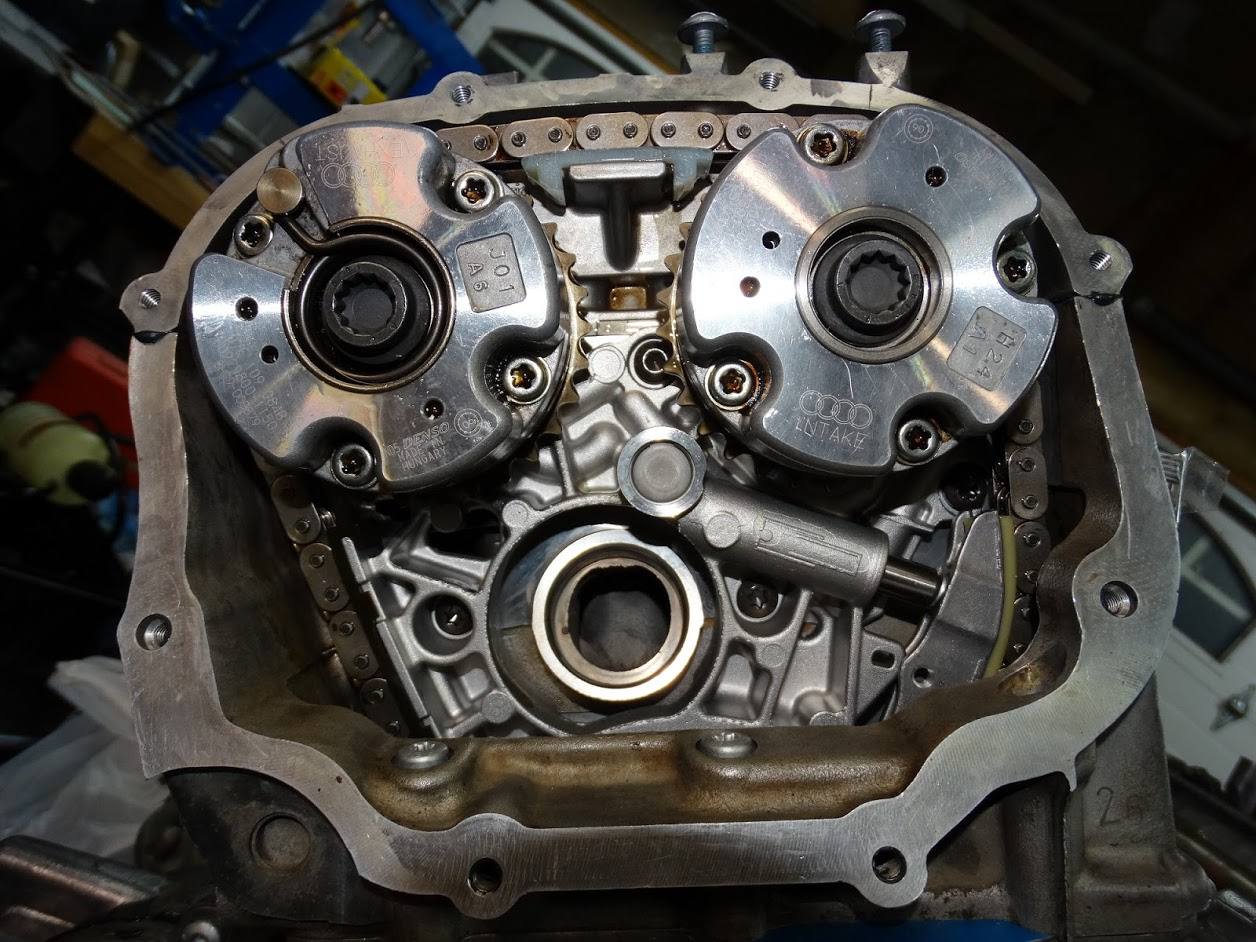
You will note that the rear cam covers have been removed and it is not real pretty inside
Here is a closeup:
This stuff is like tar. It does not come off easily with a simple wipe of a rag.
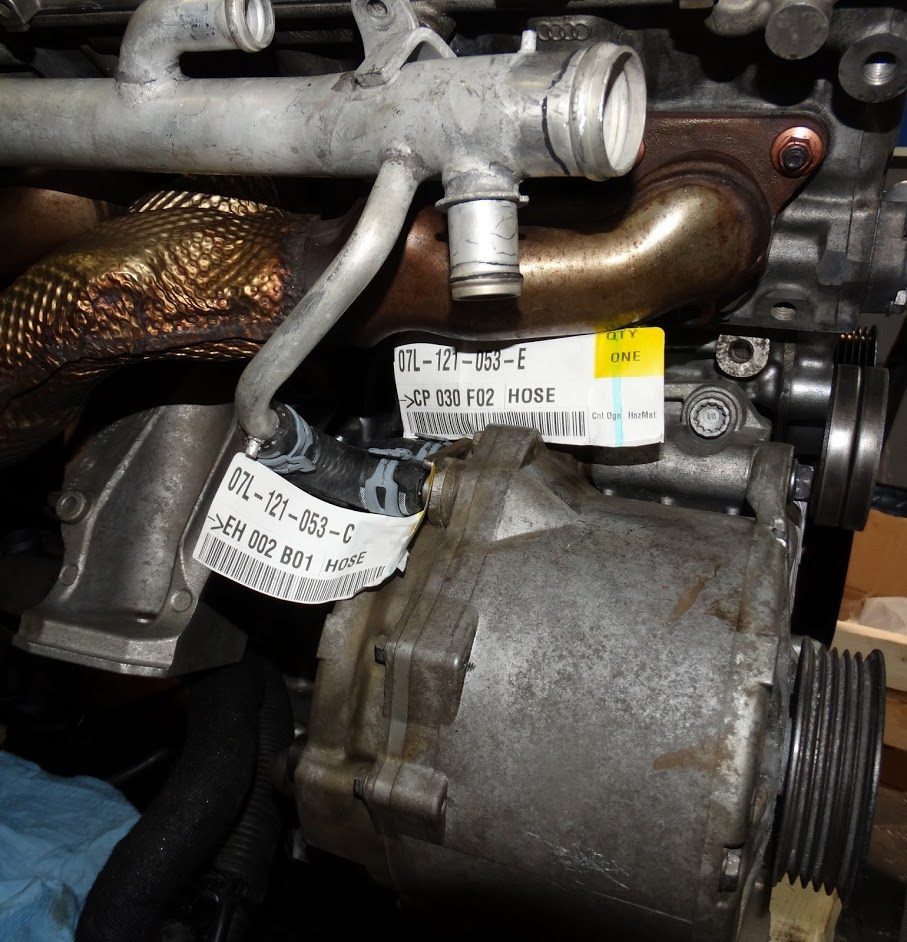
I am pretty sure this is the result of a major overheating (due to loss of coolant) incident that I had a couple of years ago. The engine got so hot that the red oil light actually came on. I had already been driving for about a half hour with the engine coolant temperature gauge pinned but it was a situation where I could not stop the car so I drove for another couple of minutes (with the oil light on) till I got to my destination and then shut it off. I thought for sure the engine was done. It was not a good situation as I was 200 miles from home in an underground parking garage with no tools. I went out the next morning to see if I could find the source of the coolant leak. I could not see anything given the limited visibility we have of the hoses under the hood. The oil level on the dipstick was good although it was a little on the dark side. I had to get the car out of the underground parking so it could be loaded onto a flatbed for the long drive home. I was quite relieved when only the coolant level warning came on and not the one for the oil when I started the engine. After getting it home, I found that the short right-angled coolant hose that connects to the alternator had failed. Its premature failure was likely the result of me being a little too rough with it when I changed out my oil cooler o-rings about 4 weeks earlier
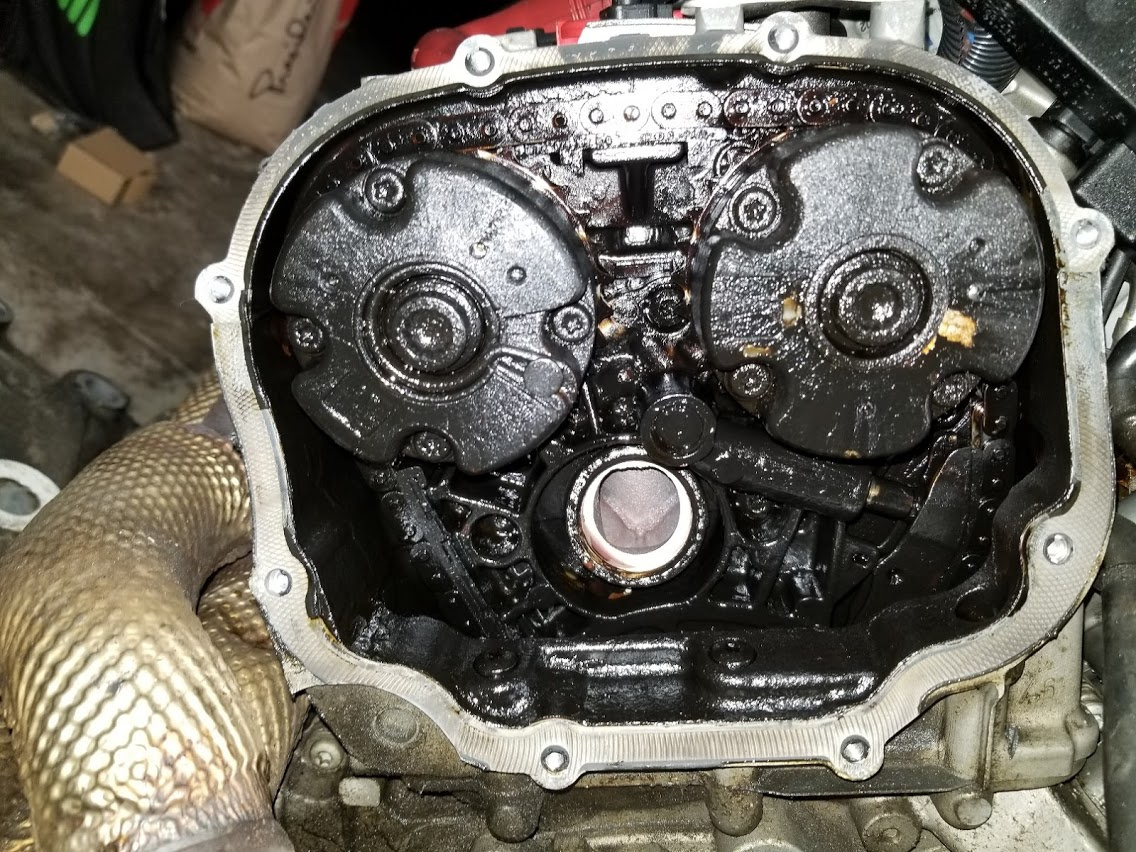
Here are a couple more pics showing the extent of the overheated oil situation
Under valve covers:
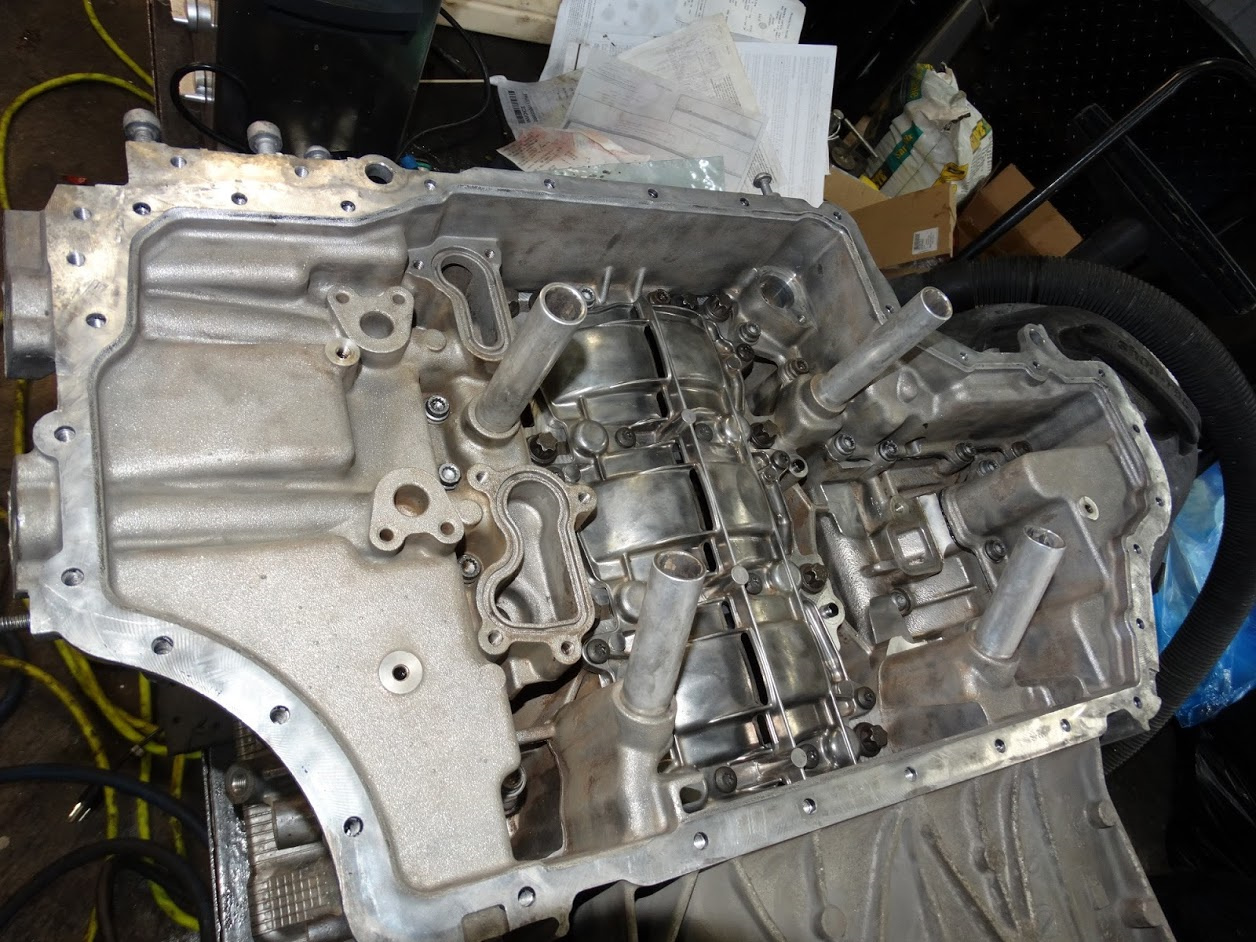
Oil pickup tube and pump inside upper oil pan:

After seeing all the “cooked” oil, I decided I was going to have to take it right down to the bare block to inspect and clean everything.
At this point, I am going to fast forward to the stage I am at right now as I am sure pictures of dirty parts in a partially disassembled engine are not going to be of interest to a lot of you.
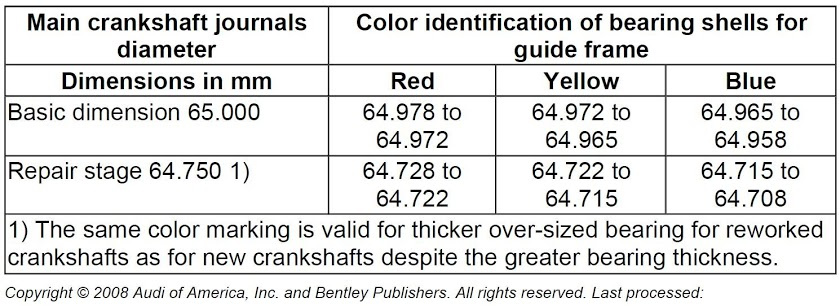
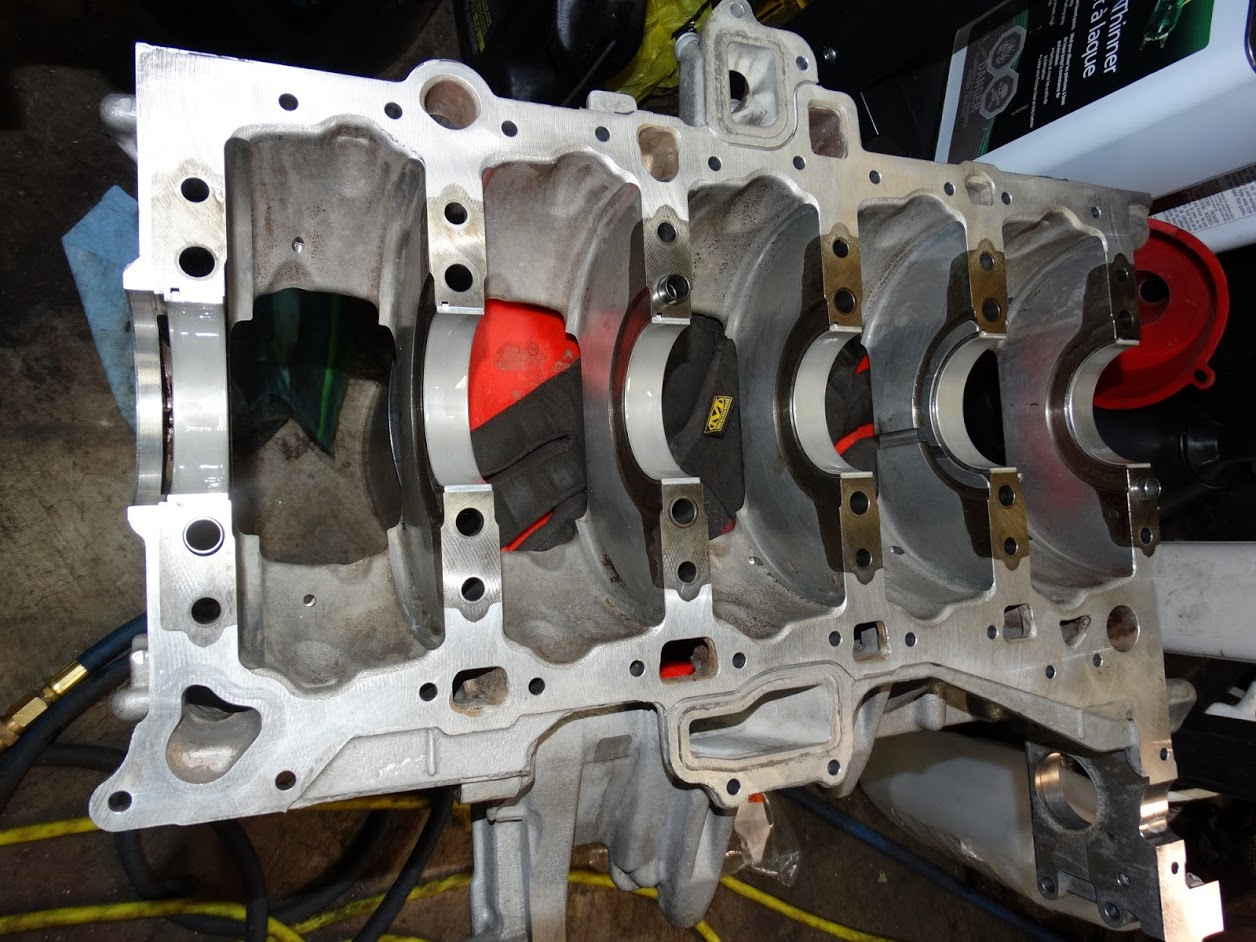
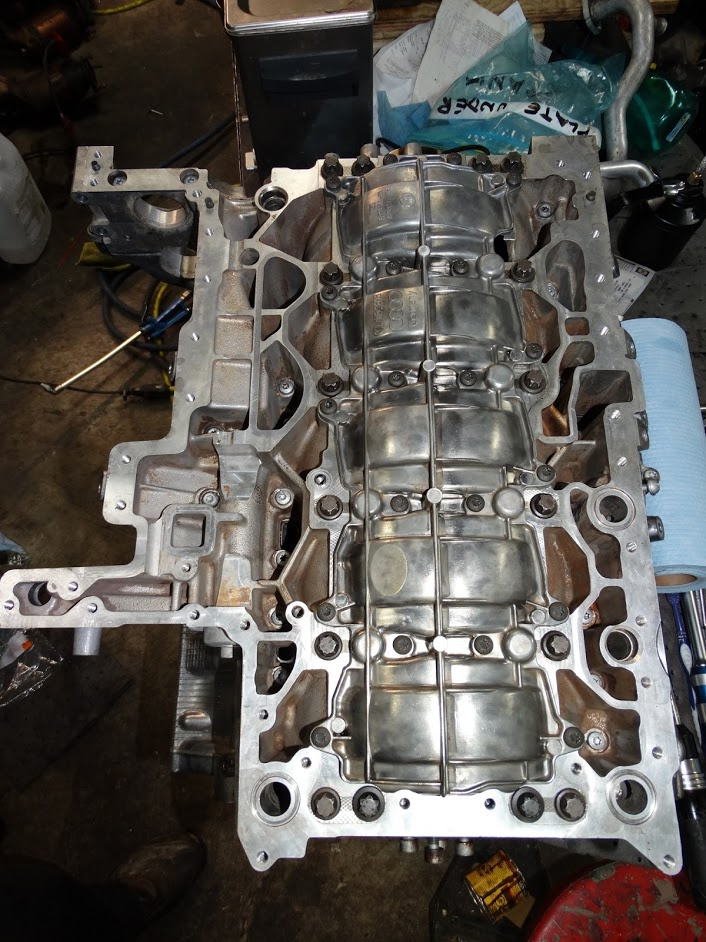
I have the cylinder block separated from the crank guide plate with the crank removed right now.

I wanted to see the condition of the connecting rod and crank journals and bearings given the low oil pressure light that came on when I overheated the engine.
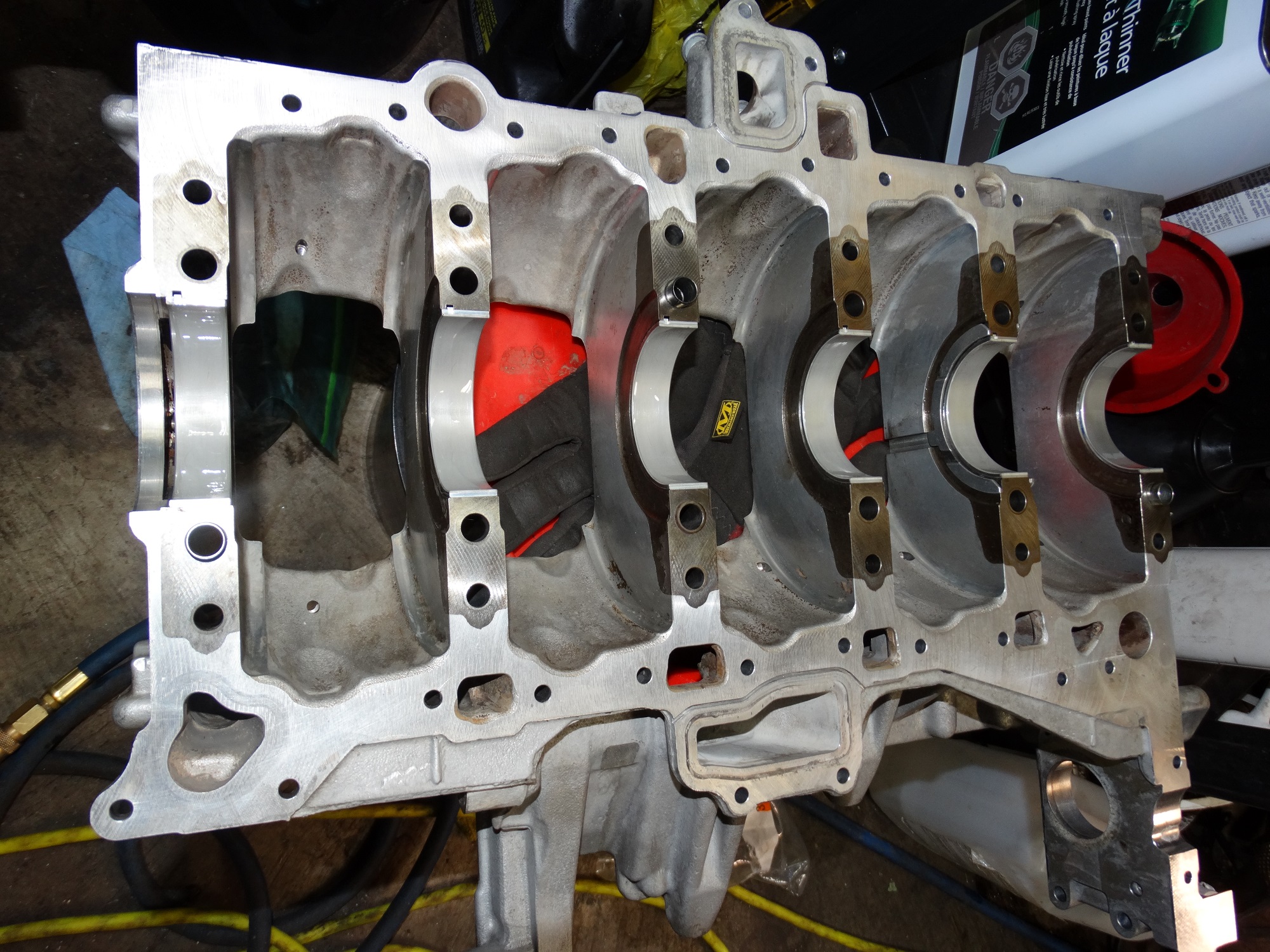
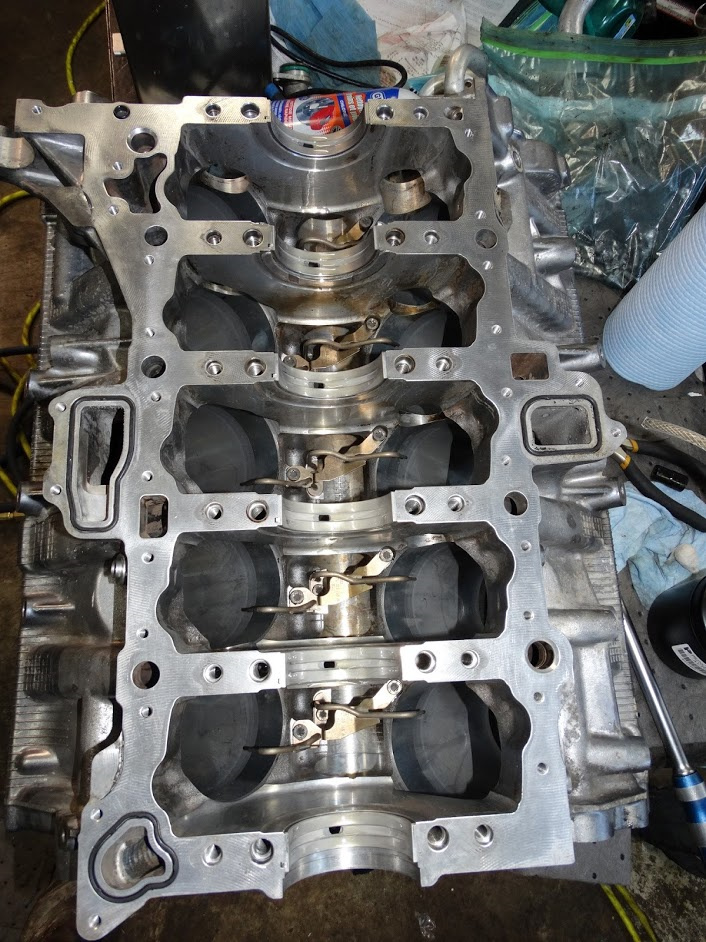
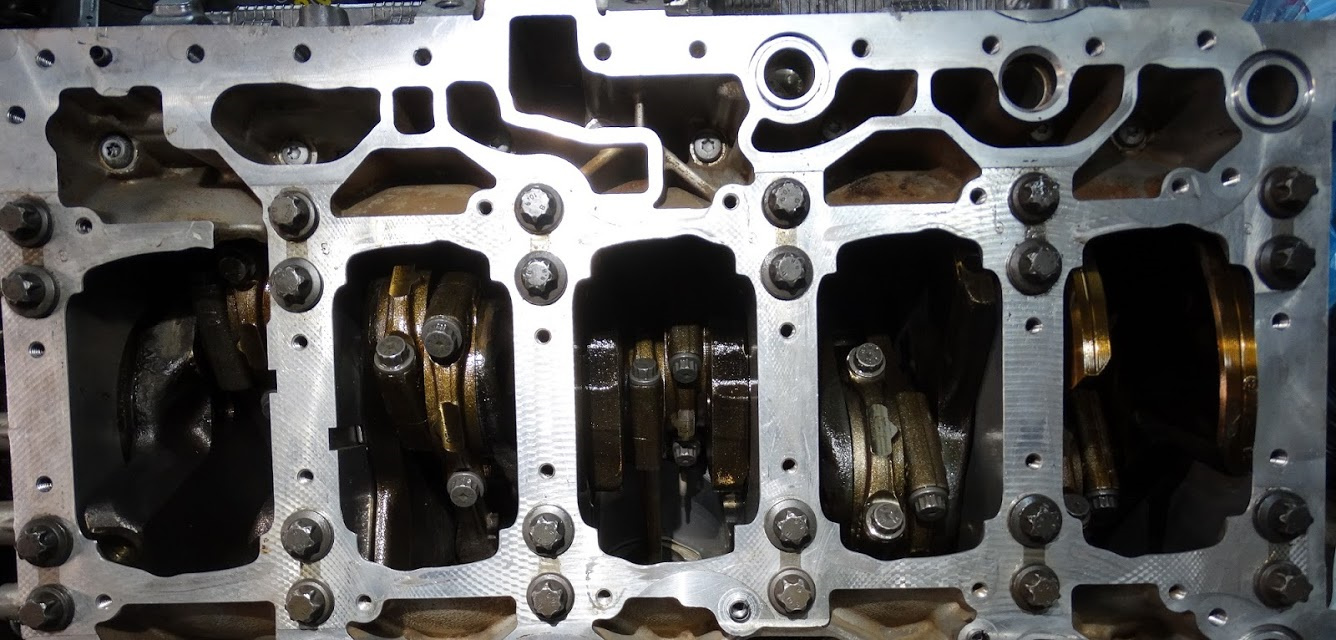
Here is a shot of the crank guide frame (engine bed plate) with the lower bearing shells still installed

As you can see, there is a fair amount of scoring in the bearing for journal number five and some to a lesser extent in the other five bearings. The crankshaft journals all look fine.
I did not take any pictures of the rod bearings. There was no scoring on them; just scuffing similar to what you see on the bearing for journal #1 above.
I have replacement upper and lower bearing shells for both the crank and rods on order along with all of the bolts. I will be verifying that the radial clearance for all of the bearings is within spec before torquing everything down.
That is it for the disassembly.
Phase 2 - Cleaning
Definitely the most tedious part of the process. This is one of the few instances where you would rather have a four banger.
I started with a number of different solvents including simple green, varsol, combustion chamber cleaner, brake cleaner and lacquer thinner. I wear gloves and an organic vapor mask when working with any of them.
The run-off is contained using PIG absorbent mats which are then dropped off at the local hazardous waste depot once saturated.
The brake cleaner is nice because it is a relatively strong solvent and the pressure from the spray helps to dislodge the larger chunks of buildup. I have gone through about fifteen cans so far cleaning the block, heads and the other large components.
Tooth brushes and other assorted scrubbers are used to remove the build-up that has been softened by the solvents. I do not use any metallic brushes (including brass) because they scratch the aluminum parts.
The lacquer thinner is probably the strongest solvent of the ones I use. It breaks down my 8mil nitrile gloves and I have to change them every half hour or so.
I was using it in a small glass container to clean the piston crowns and the ring grooves. The oil scraper rings have very small holes in them which were all plugged with burnt oil. Even after soaking them in lacquer thinner, it was a very laborious process to clean them with a tooth brush.
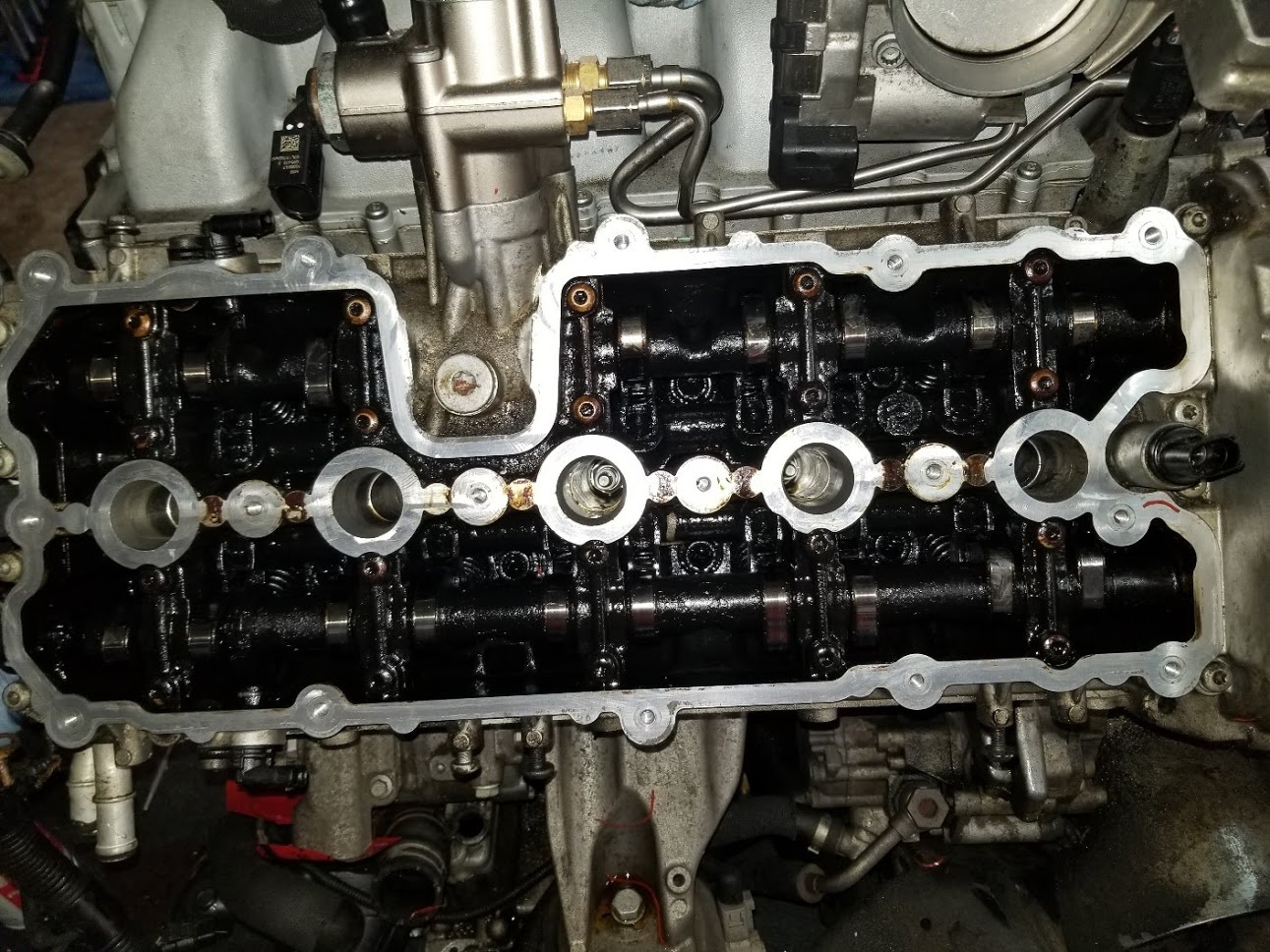
It was at this point that I decided to acquire an ultrasonic cleaner. After using it for a few days, I wonder why I did not invest in one years ago for cleaning parts. It probably is not any faster to clean things with, but it does a much more thorough job and there is no toxic odor in the air.
You do have to be careful with the heat setting and aluminum parts though as it will tend to darken them.
Here a few examples of before and after results
oil squirters
pistons

cam chains

valve springs

Here is a shot of a carboned up valve and one that has been in the US cleaner for about 40min. The valves are steel so I turned up the temperature on the cleaner otherwise there is no way the carbon would have come off. I still had to do some scraping with a plastic scraper to get some of the more stubborn deposits off. I will be lapping them all to the valve seats once I finish cleaning the heads.

Here is a good shot of the cleaned bed plate. You can clearly see the cast iron bearing housings that are cast right into the aluminum. Until I cleaned it, you really could not tell there were two different metals there. I was wondering why the damn thing was so heavy when I lifted it off the block.
This is the stage I am at right now. The block does not quite fit in the tank but at least it will contain all the solvent run-off. It is going to take a while to do this one as there are so many internal oil passages that I have to make sure are clear.

I hope to be done with the cleaning towards the end of this week. The next step will be checking the decks and heads for flatness and making sure the crank bearing radial clearances are within spec.
I will also post up a picture and a list of all the parts that were procured for this project in the next few days.
There was not much progress this week.
The rotating postal strikes up here have delayed the arrival of some of the things I need to move forward by a few days.
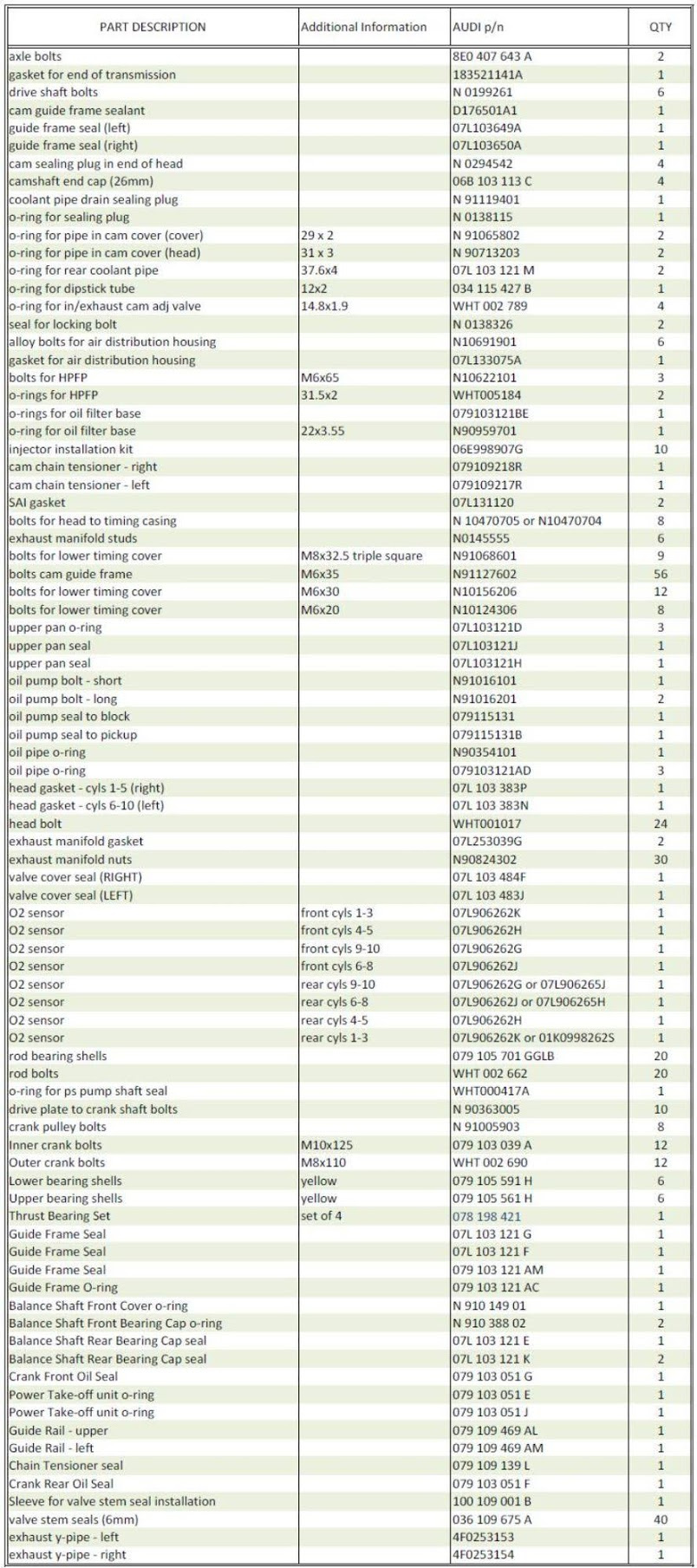
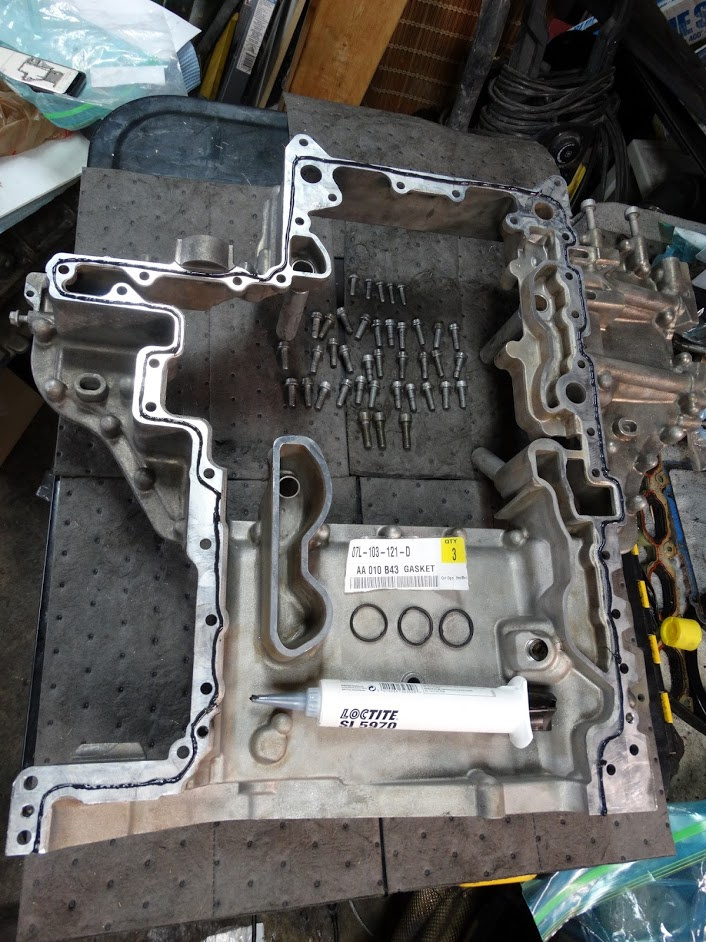
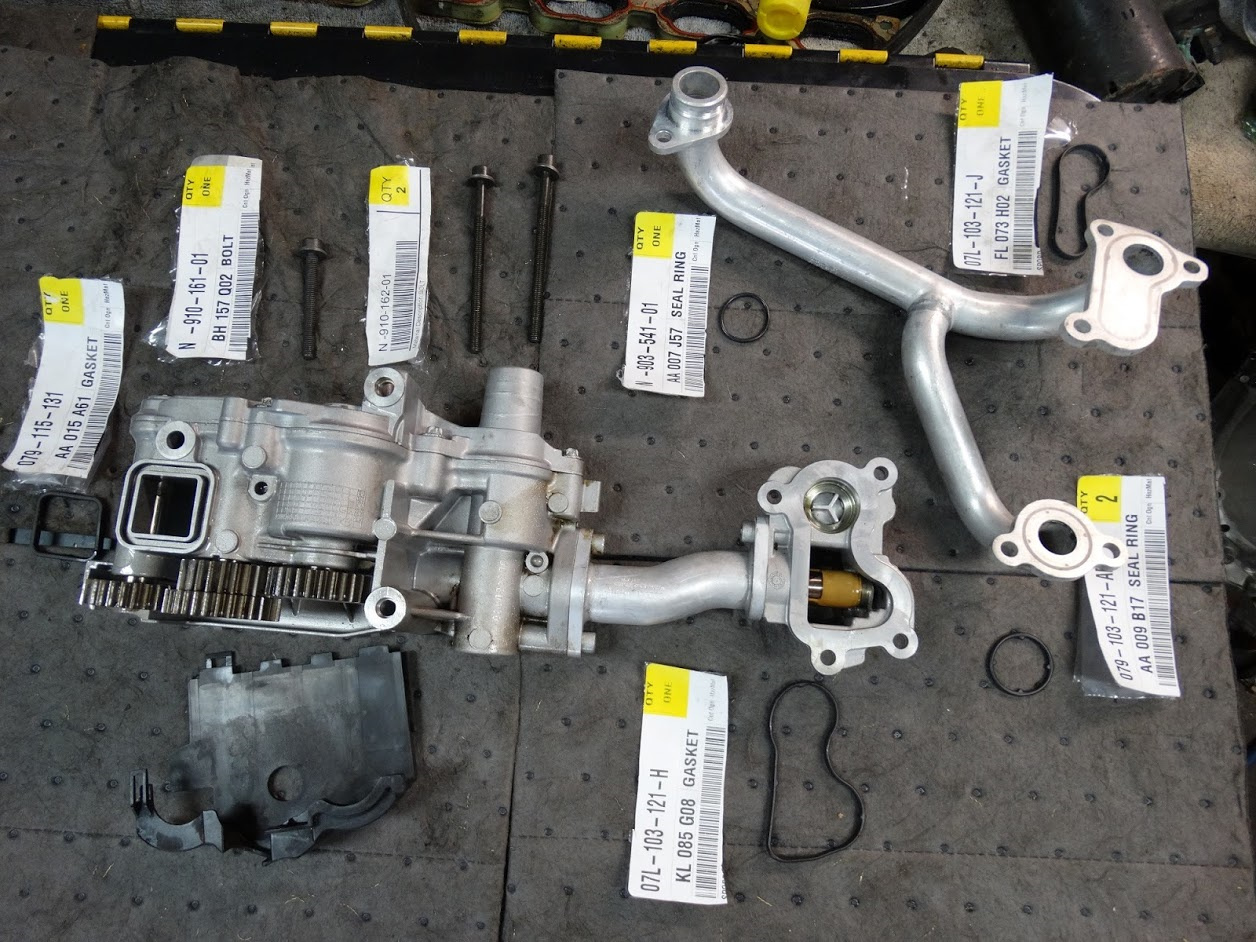
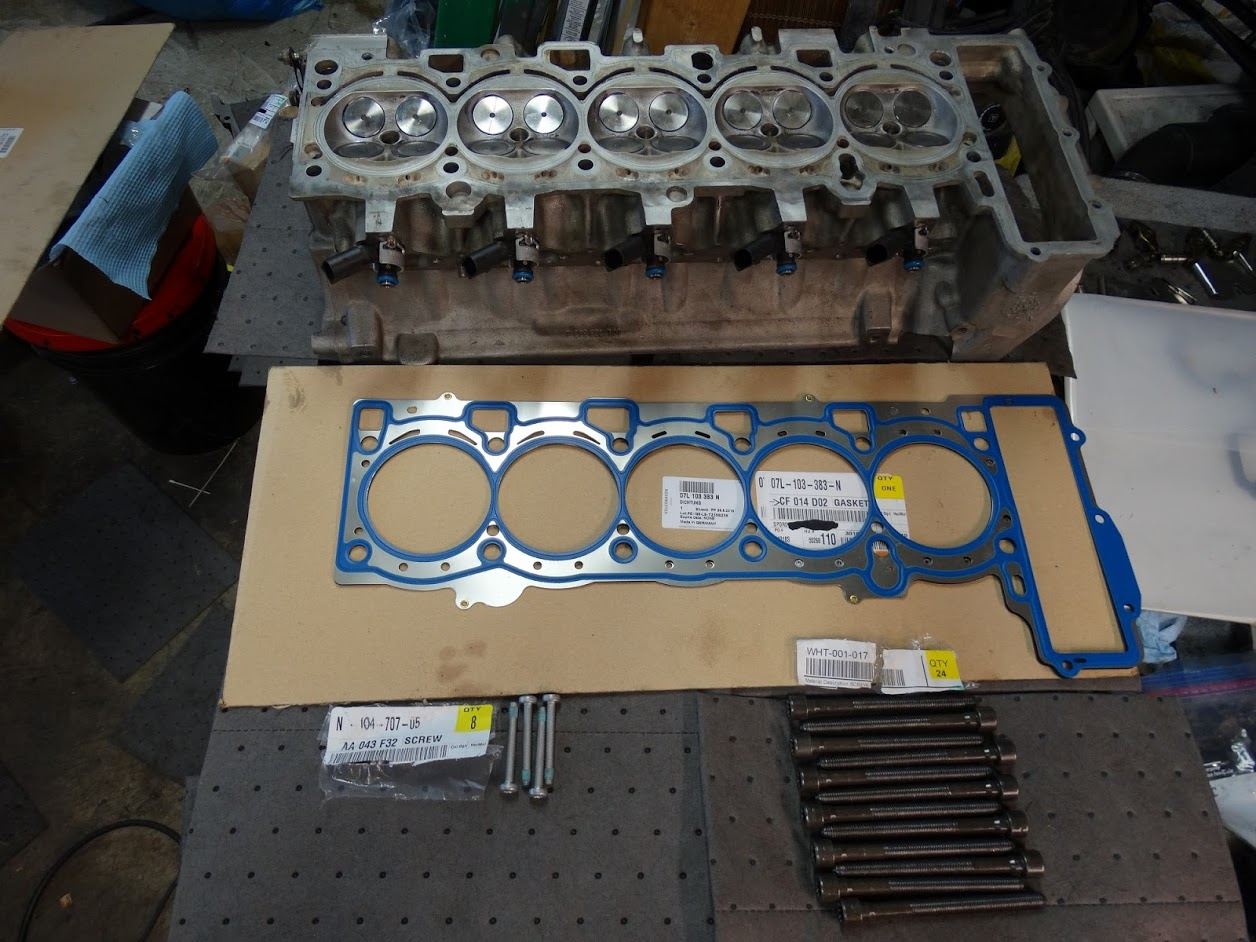
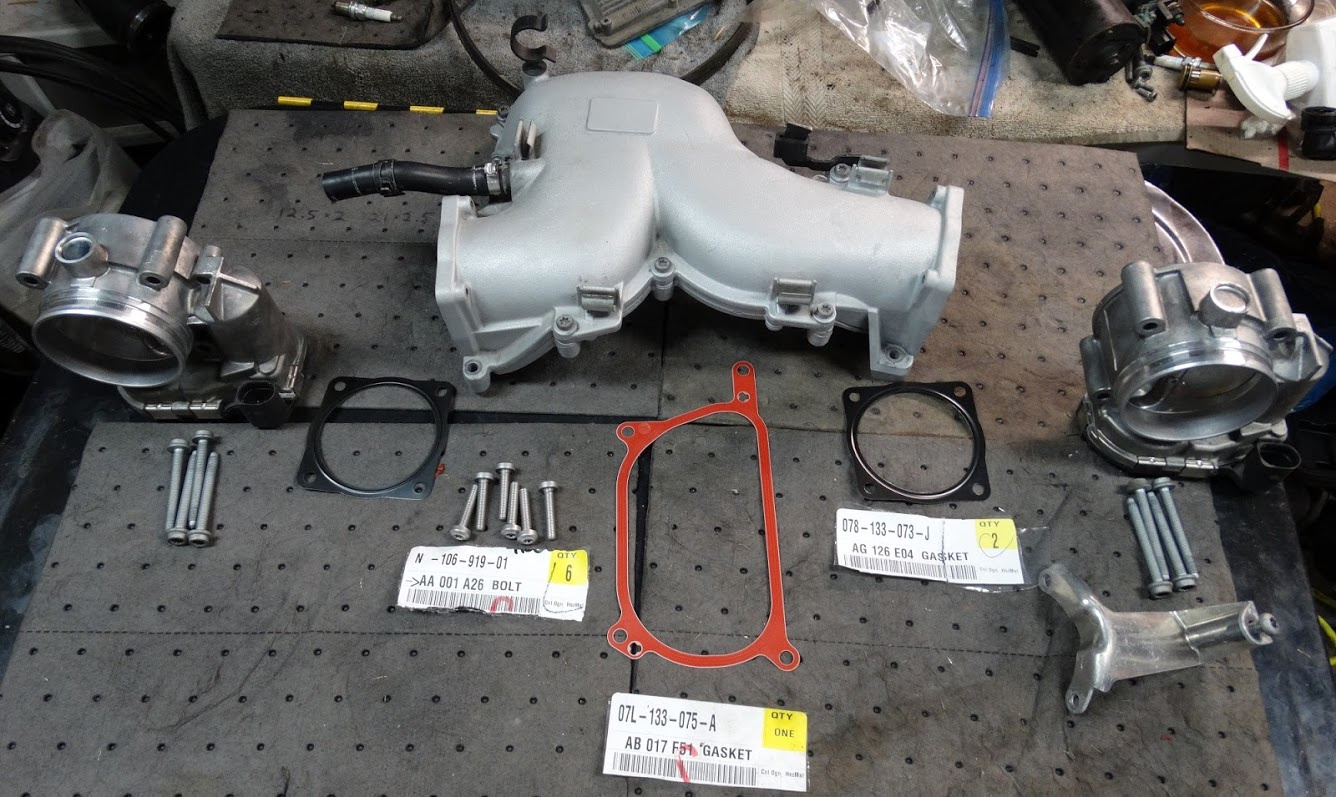
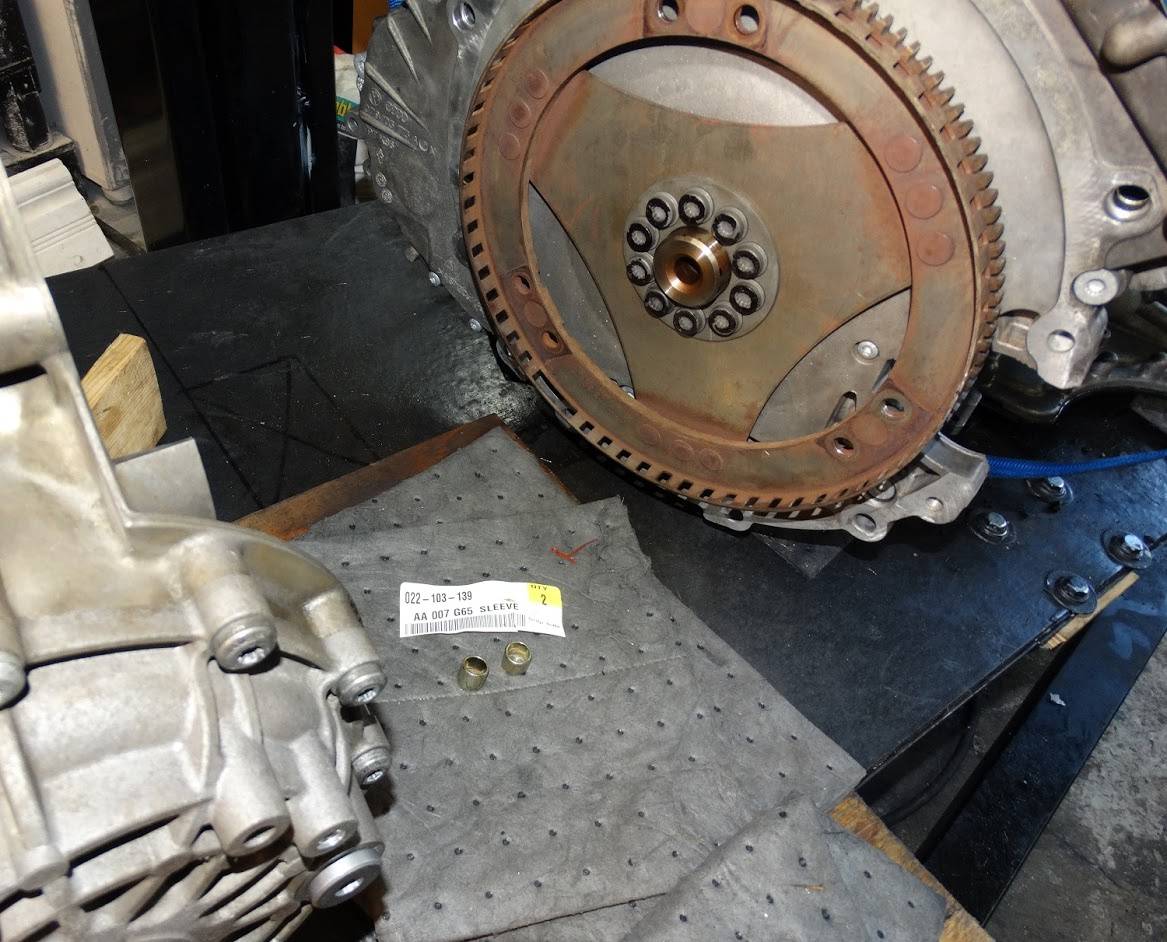
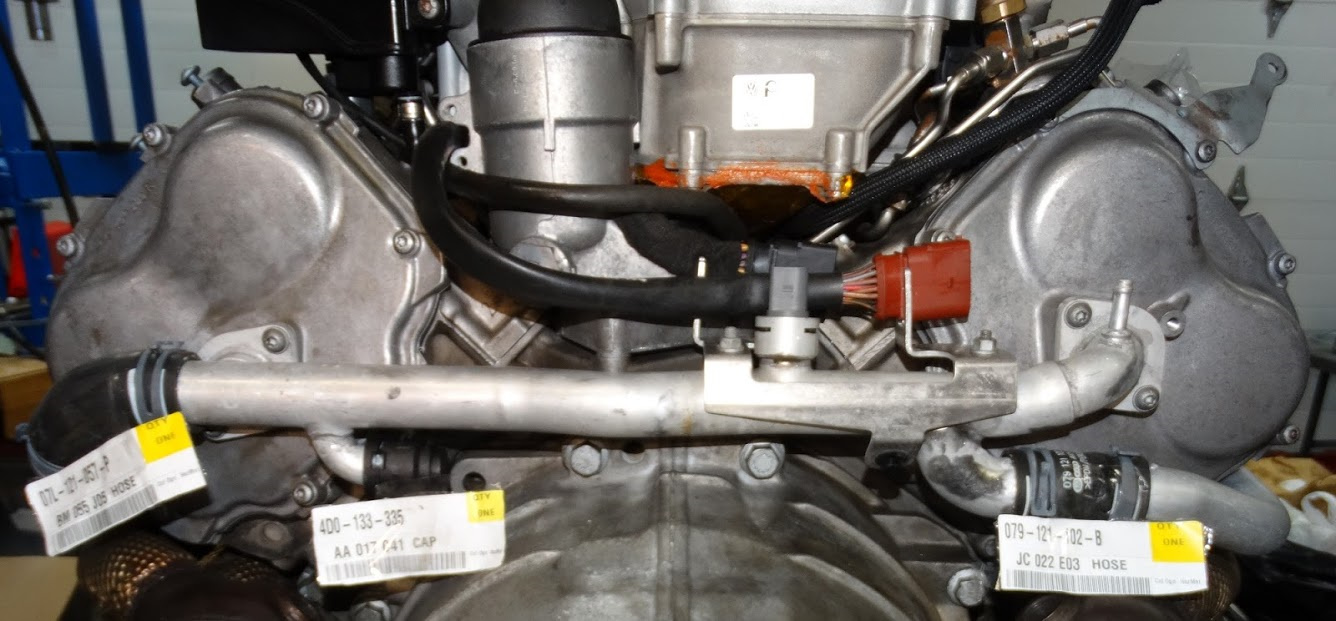
Here are pretty well all of the parts I have received so far.

There are a few items there that do not have to be replaced when overhauling the engine.
I am just replacing them because it is so much easier to do with the engine out.
The small flex sections in both of my y-pipes had rotted out so I decided to replace those. The right side can be done with the engine in the car. The left side cannot.
I am also replacing all eight O2 sensors because they are not that expensive and I believe 6 of the 8 require an engine drop to replace anyways.
Here is a list of everything with p/ns and descriptions. There are 85 different parts which, with the multiple quantities required for some parts, combine for a total of 400 parts.
I apologize for the size of the text. From what I can tell, this forum does not allow either the height or width of an image to be greater than 2000 pixels. I will reformat it into two columns in a later post.
There has not been much progress in the last couple of weeks as I have been waiting on a few items to arrive. Our postal strike has certainly impacted my project timeline somewhat. I have come to the realization that this is probably going to stretch out over a few months so I broke down and bought a car cover to keep the elements (and bird crap) off the car over the winter.
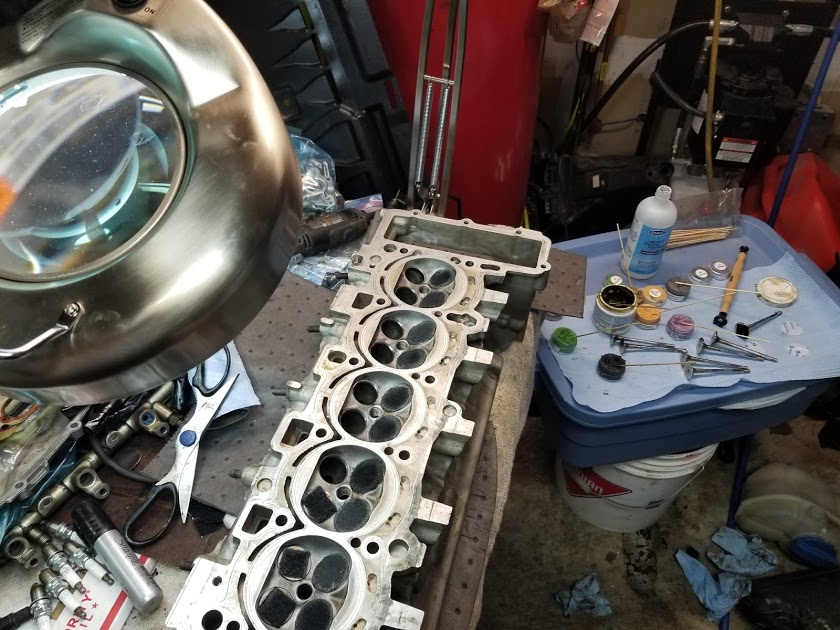
I was able to get one of the heads somewhat clean using brake cleaner and a nylon brush. A dremel was used with a few different shaped brass wire brushes to clean inside the intake and exhaust ports.
The carbon is gone at least until I start the engine.

Before installing the new valve stem seals, I checked the guides for excessive wear by measuring the valve tilt using a dial gauge.

They were all in the 0.010” to 0.020” range (0.25 to 0.5mm)
The specified limit is 0.8mm.
In the Bentley manual, if the valve guides are worn beyond the limit, they tell you to replace the head. The valve guides are not even identified in ETKA as a separately available part. It is a good thing there are several aftermarket companies that have them available.
Each valve and seat were also checked for proper sealing using a layout marking method I found in a machinists forum. I originally started with a Prussian blue layout fluid but that was too messy and took too long to dry. A thick Sharpie marker will do the same job and is much easier to control where it goes. All the valve seats were covered with black marker and then hit for a few seconds with a heat gun to make sure it was completely dry so it would not smear.

The corresponding valve is then installed and rotated a few turns using a lapping tool. Ideally, there should be a uniform width area around the circumference of the seat where the marker has been removed through rotating contact with the valve. If there are areas where it remains, these are points of non-contact (“low spots”) and further lapping or grinding operations would need to be carried out.
I found minor pitting on pretty well all of the valve seats. The intake port on the right in the picture below was one that had the most significant pitting.

I just placed an order for a variety of different “grit” diamond pastes to do some lapping operations with. I ordered them from a Canadian vendor (who ships by Purolator) so I am hopeful they will arrive by the weekend.
The diamond pastes arrived this past Friday so I was actually able to make a little progress this past weekend.
The factory valves and seats have almost a mirror finish on them. My initial goal was to get something close to that as the smoother the finish, the more points of contact you have between the valve and the seat and the better the heat transfer. A true mirror finish would require polishing down to the sub-micron level. In my opinion, I do not think that is achievable in a home garage using the equipment that I have available in a realistic amount of time. I therefore decided that 7 micron (~2800 grit) was the finest paste that I was going to use.
Traditionally, I have always lapped valves by hand using a lapping tool which is essentially a plastic or wooden rod with a suction cup on the end of it. With 40 valves to do and multiple paste changes for each one, I figured I would look for a more efficient (ie. less manual) method of doing it. I saw there was a number of You Tube videos of various individuals using pieces of vacuum tubing stuck on the end of the valve stem with the other end in the chuck of a cordless drill.
I gave it a shot on the first valve and soon decided that it was not the method I wanted to use in my particular application. It would be ideal if you are just using a single valve grinding compound and had no need to clean the valve and seat periodically to check the progress. Two of the more subtle things I did not like about it were that the sound of the drill masked the sound of the grinding action and you have minimal feedback through the drill regarding the grinding as compared to when you do it by hand.
I also quickly found that the suction cup alone on the lapping tool was not going to be sufficient to adequately stick it to valve. Our intake valves have a concave center section and I found that no matter how well I cleaned and dried both the valve and suction cup, it would not stay stuck while lapping for more than about 30 seconds before it would begin to slide around. I tried spraying belt dressing fluid on the cup to soften the rubber a little but that only marginally improved things. I ended up sticking Velcro discs to the valves and screwing the mating Velcro section to the end of the lapping tool. That combination worked quite well.
Here is a picture of head with the “Velcroed” valves and the assortment of lapping pastes I used.
I initially started with a 40 micron paste and found it was taking longer than I wanted to get rid of all the pits on the valve itself. I switched to a valve grinding compound (using just light tool pressure) and that took care of all of the pitting in under a minute for just about all of the valves. I then progressively worked though the various “grit” pastes from 40 down to 7 micron.
As a check, after all the lapping was complete, I once again marked the seats with a Sharpie and checked for low spots. All of the valves (in this head) were found to have full seat engagement.
Next up was to install new stem seals. These just push on fairly easily with the use of an insertion tool. A little lubrication and a small plastic sleeve over the end of the valve were used to make sure the lip on the seal did not get damaged during installation.

Installation of the valve springs, discs and keepers is about the same as you would find on most DOHC engines.
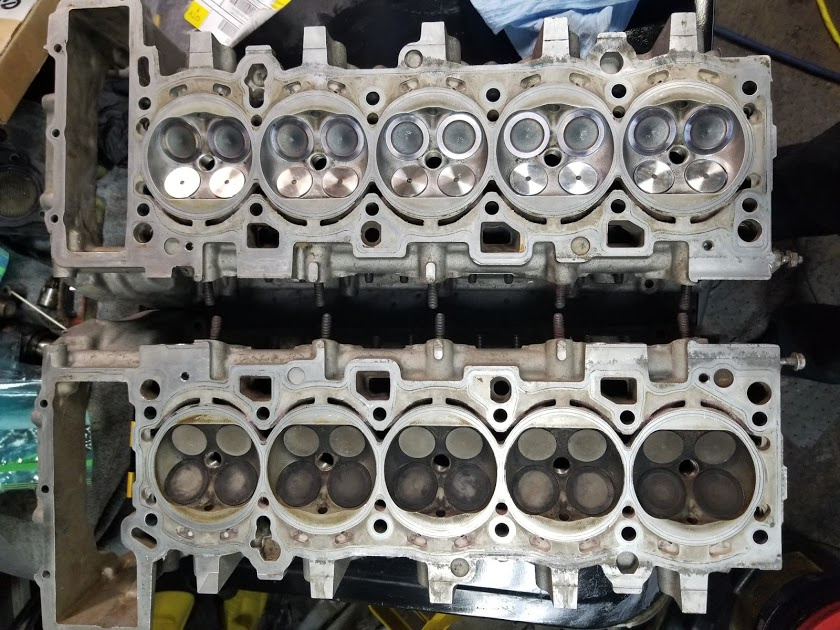
Here are a couple of pictures of the completed, clean cylinder head compared with the one I still have left to do.

I am going to wait until I get the heads bolted to the block before I install the cams. This way I can do a leakdown test without concerning myself if any of the valves are open. It is also a lot easier to torque all the cam guide frame bolts down when the head is bolted down to a block on an engine stand.
I am going to proceed with the other head next as there are some items I am still waiting on before I can move forward with the block.
The second head went much quicker than the first as I already had all my parts and shop supplies.
Here is a shot of the cleaned head with all 120 parts ready to be installed.

Here are both heads now complete and ready to bolt onto the block.
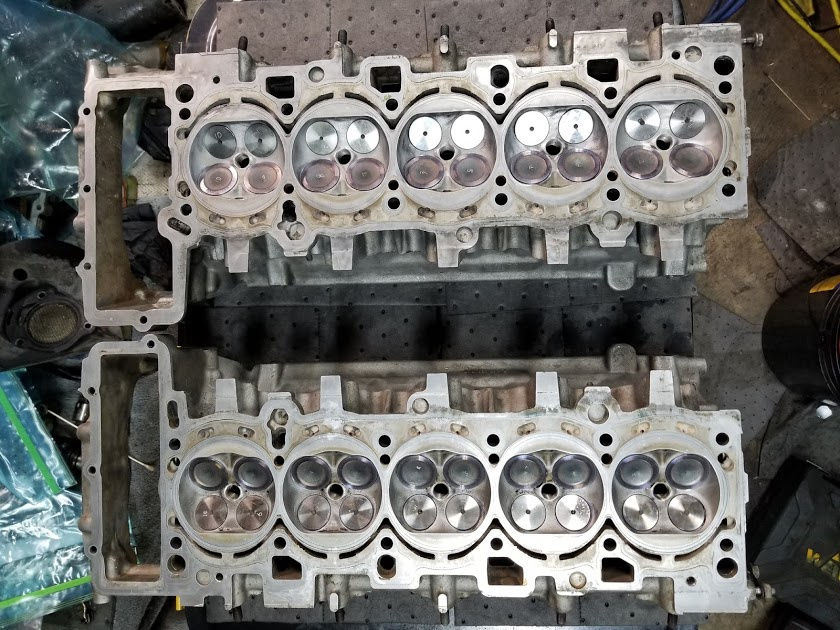
Too bad the block is not ready for them.

Now I have to take a break from this for a week or so to finish off some home reno projects before family starts visiting for the holidays.
With the heads assembled as far as I can take them, it was now time to turn my efforts towards the block.
First up was to check both decks for flatness. Since neither head was warped as a result of the overheating, I really wasn’t expecting to find any surprises.
Using a precision ground straight edge and a set of feeler gauges, I checked the two decks for flatness in the 28 positions designated in the image below.
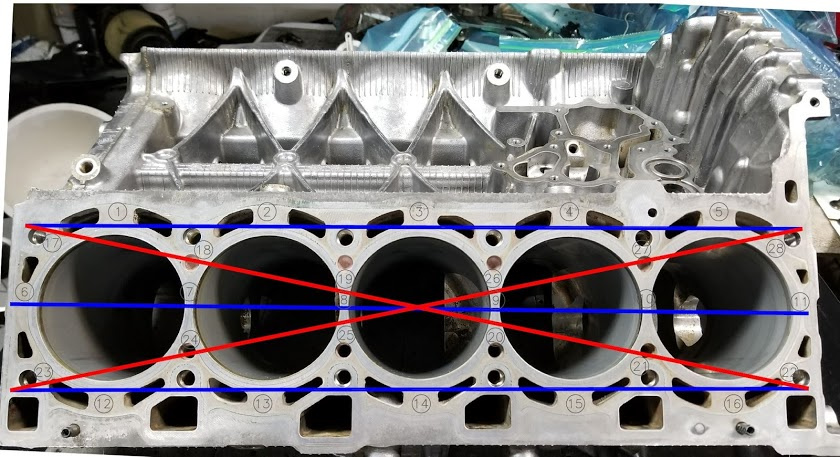
The thinnest gauge I have is 0.04mm (~0.0015”) which I was not able to drag out from under the straight edge at any of the measurement locations. I know they give a flatness limit of 0.1mm for the heads, I could not find a specification for the block in the Bentley manual.
I am replacing all of the upper and lower crank bearing shells so the next item I checked was the radial bearing clearances. The quickest and easiest way to do this is to use Plastigage.
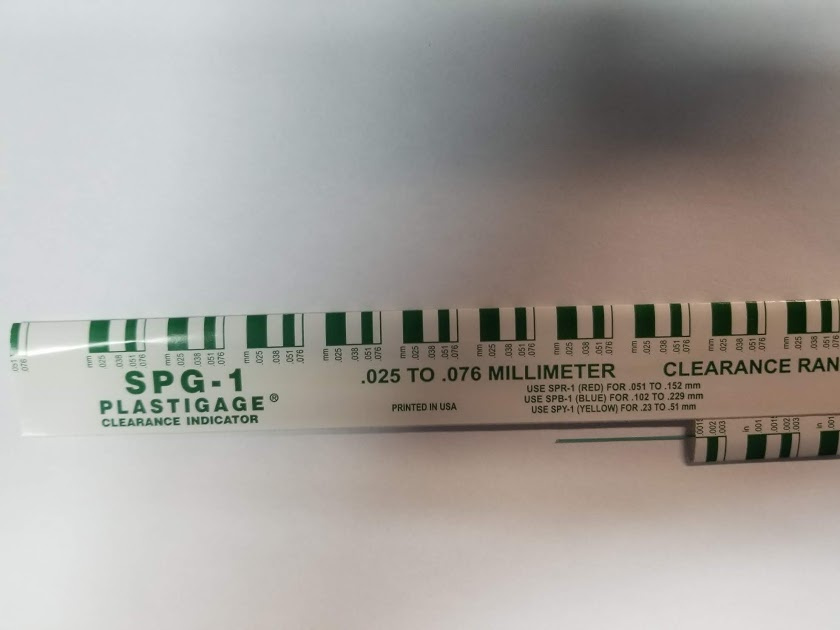
For those who are not familiar, it is a simply a strip of plastic with a cross section extruded to a very precise tolerance. It is available in different cross sections which each cover a range of radial clearances. For crank bearings, the package is green and it covers a range of 0.025 to 0.076mm
You cut it off in sections (the width of the bearing) and lay them on the top of each crank journal. The bed plate is then installed and the bolts tightened to 30 N-m (22 ft-lbs). The bed plate is then removed and you are left with flattened pieces of Plastigage sitting on the top of each crank journal. There is a width gauge printed on the side of the package that you compare the deformed section to. Obviously the wider it is, the less radial clearance you have.
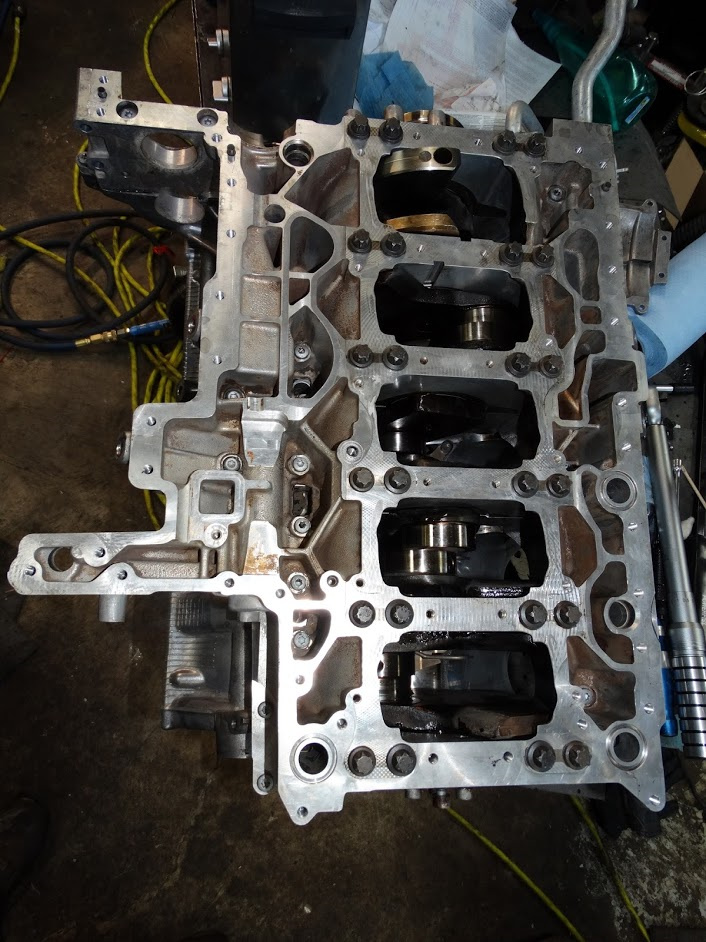
The bearing shells are available in different colors which represent slightly different thicknesses.
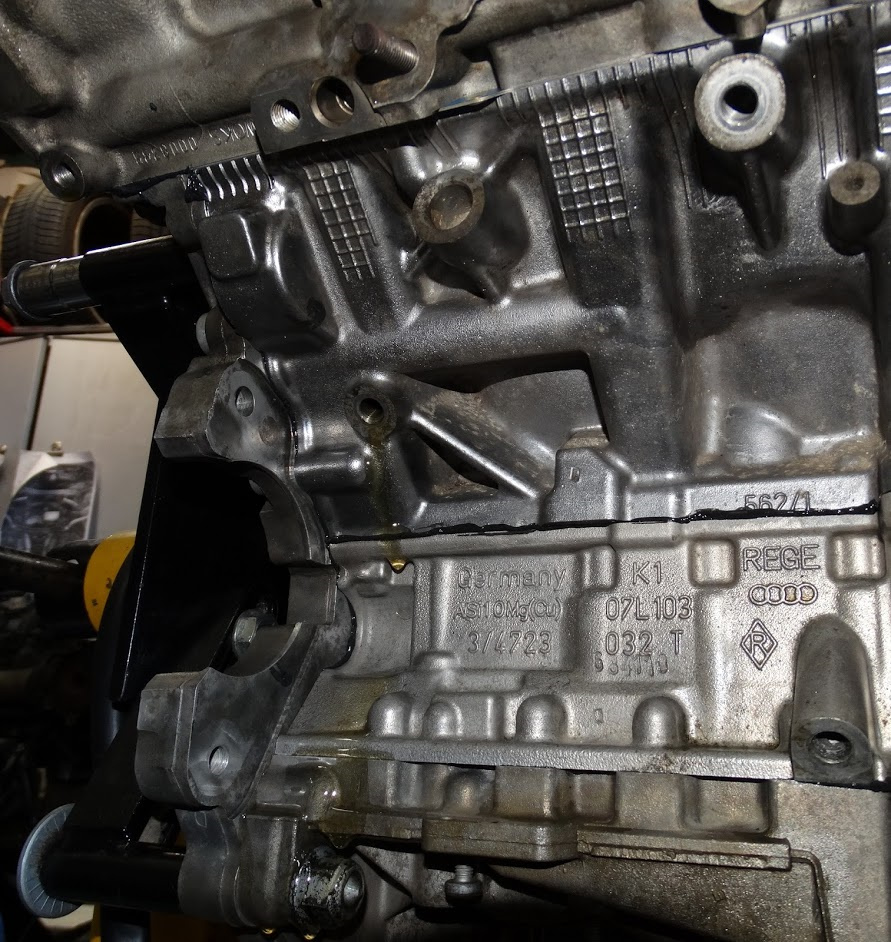
According to the Bentley manual, the color code for the each of the six upper bearing shells is supposed to be stamped into the side of the block up at front on the left hand side.
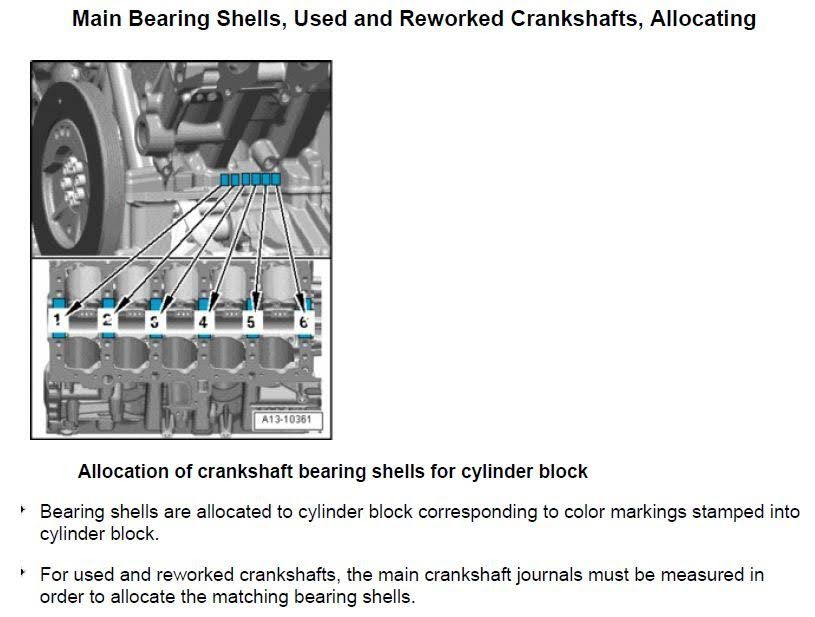
I could not find any six letter stampings anywhere on the block. The next place to check was the original bearings themselves as they should have a paint marking on the side of them (either blue, red or yellow). I believe all the cleaning I did with the heavy solvents must have dissolved any paint marking that may have been on them. The ETKA system at the dealer does not have the bearing colors for specific VINs either.
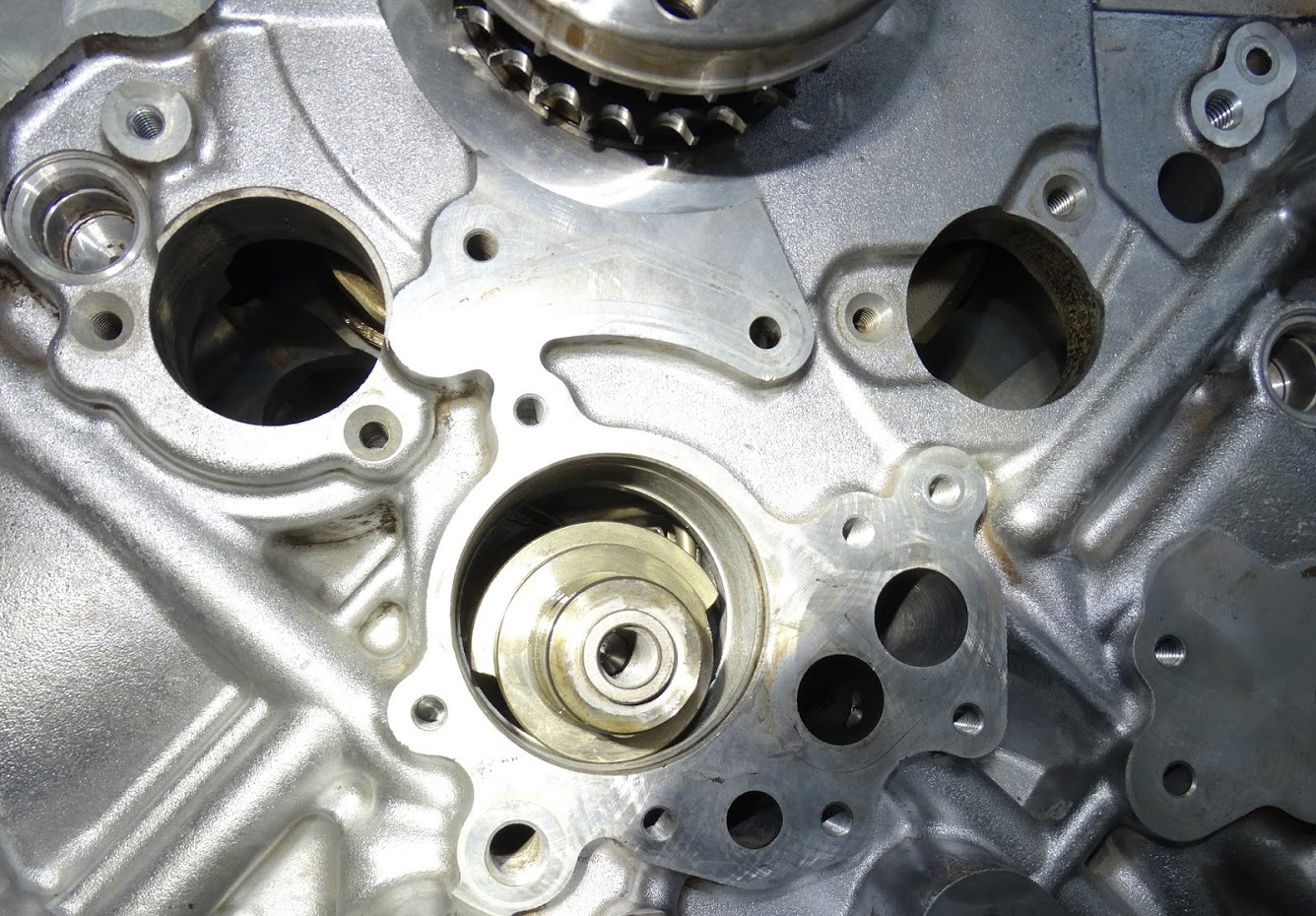
I decided at this point to take a little bit of a leap of faith as the code GGGGGG was stamped into the face of the counterweight on the end of the crankshaft
29 - http://audirevolution.net/addons/albums/images/359247243.jpg
and there were also “G”s stamped next to each journal on the bed plate (circled in yellow below).

“G” is the code for yellow.
According to the Bentley manual, both of these locations are for the lower (bed plate) bearing halves. Without any better information available at the time, I decided to order yellow for both upper and lower and see what the results of the radial measurements showed. The bearing shells are relatively inexpensive so if I had to get six new upper ones, it would not be a big deal.
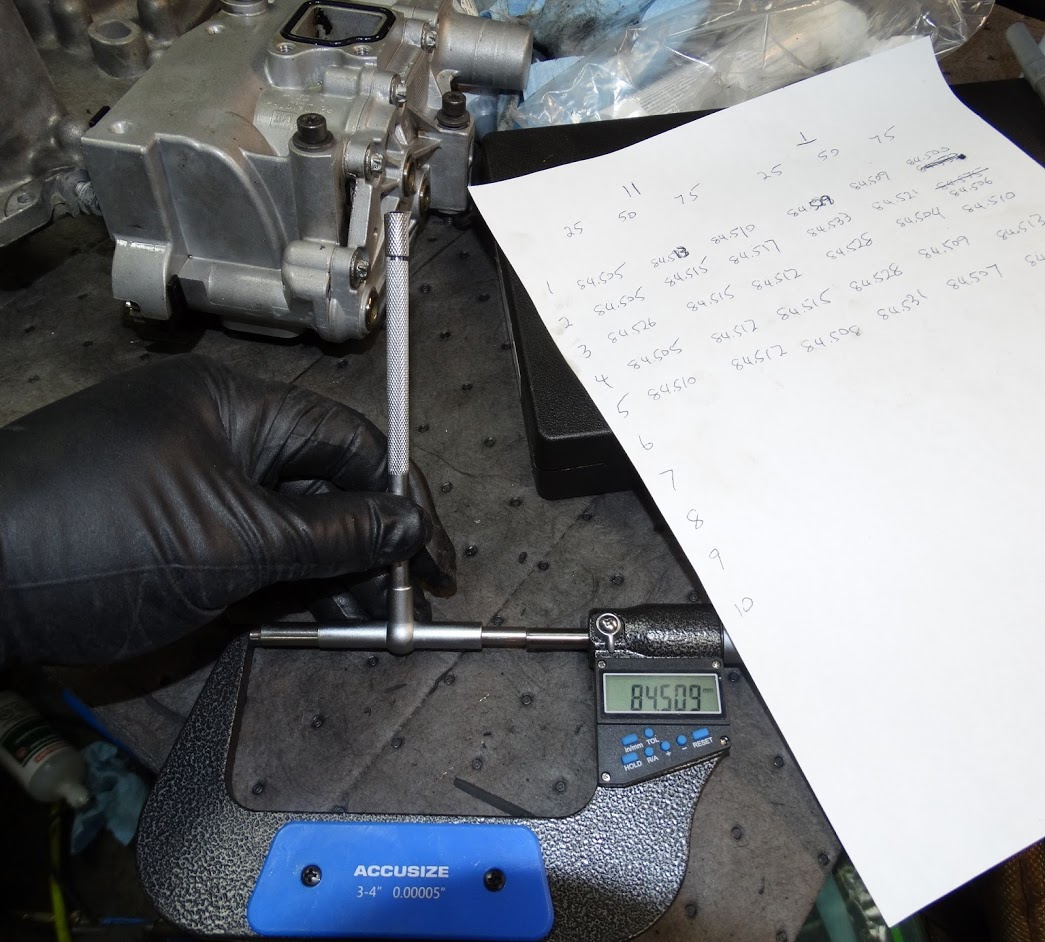
The radial clearance measured using the Plastigage on the crank bearing journals was in the 0.076” mm range for all six journals (picture below).

The Bentley manual specifies a radial clearance of 0.017 to 0.044 for new and a wear limit of 0.08 mm. Mine were all too close to the wear limit for my liking so it was time to get a precise measurement of the actual journal diameters and select bearing shells accordingly.
I measured each journal at two different locations around the diameter and found all twelve measurements to be in the range of 64.960 to 64.964mm.

Using the chart in the Bentley manual, this corresponds to the “blue” bearing shells.
I had new “yellow” ones installed for my initial radial clearance measurements.
Of course when I called up the Audi dealer, the “blue” ones have to come from Germany. The “yellow” ones I purchased initially were in stock at the local warehouse.
With the holidays upon us, this adds another two to three week delay to the project.
Unbeknownst to me, the parts guy at the local dealer rushed the “blue” bearing shells in for me UPS red. I was not expecting to see them till the second week of January but he called yesterday to say they had just come in. With a four day weekend ahead of me, I am hoping to make some good progress.
Last night, I swapped out the yellow shells for the blue ones and re-checked the radial clearances using Plastigage.
Below is a comparison of the difference in the width of the compressed Plastigage pieces between the yellow and blue bearing shells. The Plastigage using the blue shells is noticeably wider. It was consistently in the 0.051mm range across all six journals.

The increase in bearing shell thickness resulted in roughly a 30% reduction in the measured radial clearance which puts them much closer to what would be expected in a new engine.
The last clearance to check prior to commencing the assembly of the bottom end is the axial play in the crankshaft. The Bentley manual specifies that the axial clearance should be in the range of 0.090 to 0.158mm.
In the picture below, you can see that the axial clearance is 0.004” (0.102mm). The measured clearance being at the low end of the specified range is a direct result of replacing the thrust bearing set.

Now I can finally move along and start putting the bottom end back together.
I will post more portions of the thread as I track down the rest of the pictures







































































{kind=link}